|
TOSHIBA B-SX8T
1��TOSHIBA B-SX8T�l�a��ӡ�C����λ��B
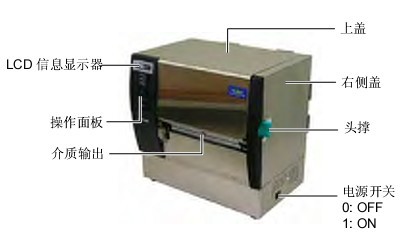
1.1 LCD��Ϣ�@ʾ��/�������/���|ݔ��/���w/�҂��w/�^��/�Դ�_�P
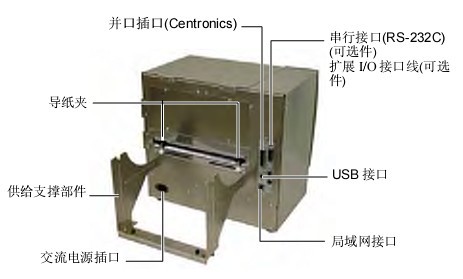
1.2 ���ڲ��/���нӿ�/USB�ӿ�/����W�ӿ�/�����A/���o֧�β���/�����Դ���

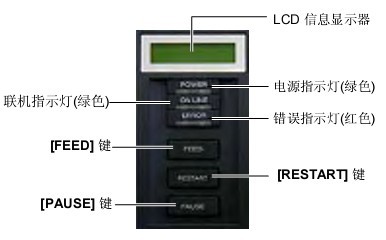
1.3 LCD��Ϣ�@ʾ��/�Cָʾ��/�Դָʾ��/�e�`ָʾ��/FEED�I/PAUSE�I/RESTART�I

1.4 ̼��֧�Ό�݆(�����)/̼��֧�Ό�݆(������)/��ӡ�^/�LͲ/�^�i��/�^��/�o��݆�ֱ�

2��TOSHIBA B-SX8T��ӡ�C���b
���b���̣����b���o֧�ܡ��B���Դ�������d��ӡ���|���{����ӡ���|̽�y��λ�á����d̼�����B�ӵ�Ӌ��C���C�����_�Դ�_�P���O�������h�������b��ӡ�C�ӳ������ӡ�yԇ��λ�úʹ�ӡɫ�{���{���Ԅ��O���ֵ���ք��O���ֵ
2.1 ���b���o֧�μ�
�� ʹ�Ãɂ�M-4X6���D�ݽz�����ғ��尲�b�����o֧�ε����ϡ�
�� �������尲�b����ӡ�C�ϣ���֧�ܵ�Ó�^���뵽��ӡ�C����ăɂ�����
2.2 ���d��ӡ���|
�������E�f������ӡ���|���_�ؼ��d����ӡ�C�ķ������@�Ӵ�ӡ���|����ƽֱ�������ӡ�C�������Q��ӡ���|�r��ҲՈʹ����ͬ���E��
�� ��һ�����|�̶��A���b�����o���S�ϣ�
�� �����|�̶��A���i���U�D�ӵ����P��λ���Թ̶����o���S�ͽ��|�̶��A��
�� ����ӡ���|���ŵ����o���S�ϲ�����ӡ���|�Ƅӵ����|�̶��Aλ�ã�
�� ����һ�����|�̶��A���෴�����b�����o���S�ϣ�
�� �����|�̶��A���i���U�D�ӵ����P��λ�ã�
�� ���^���O������OPEN��λ�ã�
�� ���_���w���҂��w
�� ���_�^�i�壬Ȼ��형r��D�Ӿo��݆�ֱ���ጷžo��݆��
�� �Q�ɴ�ӡ�C����Č����A�ݽz��Ȼ�������Ƅӌ����A��
�� ���b��õĽ��|�̶��A���ڹ��o֧�μ��ϣ�Ȼ���ڃɂ������A֮�g�����ӡ���|�������|�̶��A���i���U�D�ӵ����_��λ�ã�Ȼ���������Ƅӽ��|�̶��A�Ԍ���ӡ���|���ڹ��o���S�����룬Ȼ���i���U�֏͵����P��λ�ã��i����ӡ���|��λ�á�
�� �����ӡ���|��ֱ������չ�^�LͲ��ֹ��
�� ����Ƅӌ����A�����ӡ���|�Ԅ�λ�����룬Ȼ�Q�o�����A�ݽz�Թ̶������A��
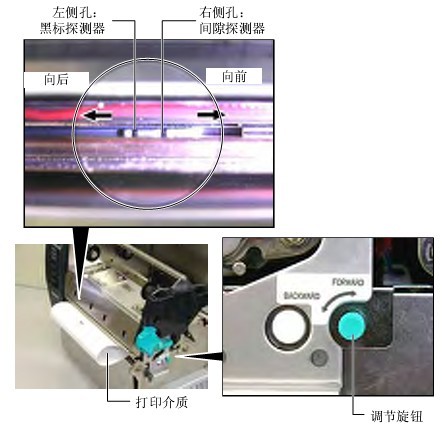
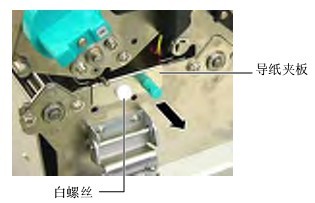
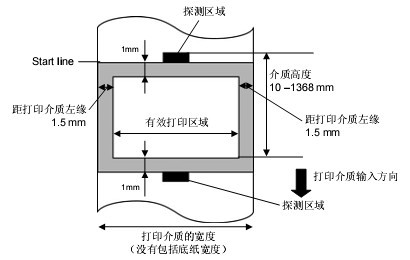
�� ���d��ӡ���|�����б�Ҫ�O������̽�y�˺���ӡ�Ĵ�ӡ��ʼλ�õĴ�ӡ���|̽�y������ӡ�C�b���Ѓɂ���ӡ���|̽�y�����̶�̽�y���Ϳ��Ƅ�̽�y������̽�y�����ͼ��g��̽�y���ͺژ�̽�y�����ɡ�
�̶�̽�y����ԓ̽�y��λ�ڴ�ӡ�C�b�õ����룬����̽�y�˺��g���g����ӛ������λ�õĺژˡ�
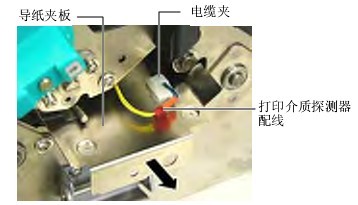
���Ƅ�̽�y����ԓ̽�y����λ�ÿ����{����ԓ̽�y������̽�y�]��λ�ڴ�ӡ���|����Ę˺����ژˡ����ڵ�֮�g���g�ࡣ
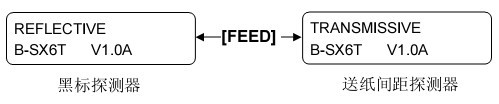
�������E�f���{�����Ƅ�̽�y��λ�õķ�����
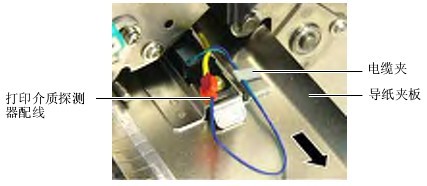
���O���g϶̽�y��
�鿴���|ݔ���ăȂȣ�ͨ�^���D�{�����o�Ƅӿ��Ƅ�̽�y����ֱ���ͼ��g϶̽�y���c�g϶����λ�ã��҂ȿ�ָʾ�ͼ��g϶̽�y����λ�ã�
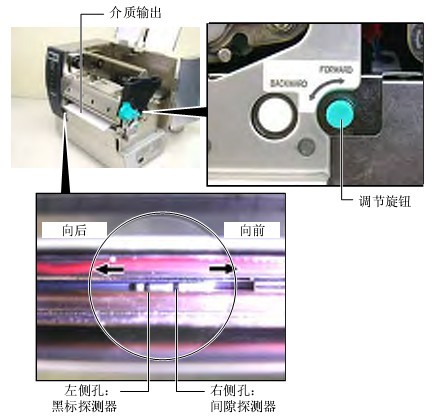
���O�úژ�̽�y��
����ӡ���|�Ĵ�ӡ�Cǰ��������s500mm��Ȼ��ӡ���|���ϲ������ӡ�^�·���ͨ�^���D�{�����o�Ƅӿ��Ƅ�̽�y����ֱ���ژ�̽�y���c�ژˌ���λ�á�����ȿ�ָʾ�ژ�̽�y����λ�ã�
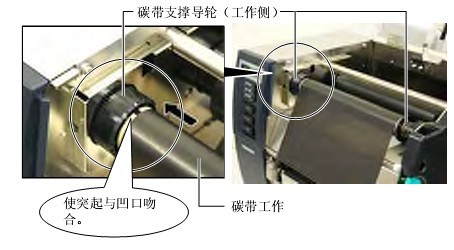
2.3 ���d̼��
��ӡ�������rՈ��Ҫ���d̼��
�� ���^���O������OPEN���
�� ���_���w���҂��w���^�i��
�� ��̼����֮�g���������ɳڣ���̼�������ӡ�C������
�� ��̼���Sо�İ����c̼��֧�Ό�݆��ͻ�����ʣ�ʹ̼�����o�S���Sо�c̼��֧�Ό�݆�����o�ȣ��Ǻ�
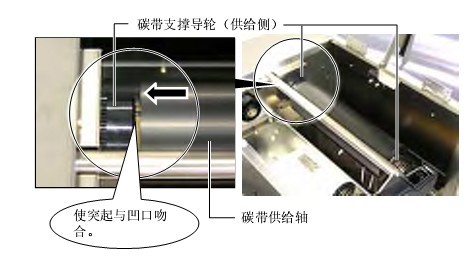
�� ��̼���Sо�İ����c̼��֧�Ό�݆��ͻ�����ʣ�ʹ̼�����o�S���Sо�c̼��֧�Ό�݆�������ȣ��Ǻ�
�� ���o̼���������ɳڲ��ݣ��������p�@��̼�������S�ϣ�ֱ���܉�Ĵ�ӡ�C��ǰ��������ī̼��
�� �P�]�^�i�塢�҂��w�����w
�� ���^���D�ӵ�λ��1��2
2.4 �O��һ�������h��
�����²��E����ϵ�yģʽ�µĴ�ӡ�C�����O�������m�������h����
עጣ��e�`���O�����܌��´�ӡ�C���S���e��������څ����O�������������y��Ոϵ���Ô��a��
����M��ϵ�yģʽ
�� ���Ӵ�ӡ�C���_�J��LCD��Ϣ�@ʾ���ϳ��F"ONLINE"��Ϣ��
�� ����PAUSE�I��ʹ��ӡ�C��ͣ
�� ����RESTART�I����犣�ֱ���@ʾ��<1>RESET����Ϣ��
ϵ�yģʽ�������²ˆ�
��<1>RESET�������O����ԓ�ˆ��Á������Ӌ��C��ݔ�����Ĵ�ӡ��������ʹ��ӡ�C�ص����e��B��
��<2>PARAMETER SET�������O����ԓ�ˆ��Á��O����ӡ�C������
��<3>ADJUST SET�������O����ԓ�ˆ��Á팦��ӡ��ʼλ�á��и�λ�õ��M���{��
��<4>DUMP MODE���Aӡģʽ��ԓ�ˆ��Á���ӡ���ܾ��_�^�еĔ�����
��<5>EXPAND MODE���Uչģʽ��ԓ�ˆ��Á톢���M��BASICģʽ�ij���
��<6>AUTO CALIB���Ԅ�У����ԓ�ˆ��Á팍�F��ȡ���Ԅ�У�����ܡ�
��<7>LAN������W��ԓ�ˆ��Á팍�F��ȡ������WͨӍ�ξW�j����f�h��
��<8>RTC SET�����r�r��O����ԓ�ˆ��Á��O�����r�r犵����ں͕r�g�����F��ȡ��������z�y�����x��һ�����r���¶��r�O����
עጣ�����ͨ�^RESTART�I��FEED�I�x��ϵ�yģʽ�ˆΣ�Ҫ�M������ϵ�yģʽ�ˆε�����һ헣�Ո��ԓ�ˆ��@ʾ�r������PAUSE�I�����@ʾ�顰<1>RESET���r������PAUSE�I����ӡ�C���ص����e��B���@ʾ����Ϣ��׃��"ONLINE"
2.4.1 ��<2>PARAMETER SET�������O��
ʹ��PAUSE�I�M�녢���O����ʹ��FEED��RESTART�I�x�������x헣��x�к���PAUSE�I��
2.4.1.1 FONT CODE PC-850(�ַ��a�x��)
ԓ�����Á��x���ӡ�r���õ��ַ��a����ӡ�ַ������x����ַ��a�����w�IJ�ͬ����ͬ��
2.4.1.2 ZERO FONT 0���ַ����x��
�������Á��ڡ�0���͡��ȡ�����֮�g�x���ʾ��ķ�ʽ��
2.4.1.3 SPEED 9600bps���������x��
�������Á��x��RS232�˿ڵIJ����ʣ�����ӡ�C��Ӌ��C���C֮�gͨ�^���ж˿ڌ��FͨӍ�r��Ո�_���O�������C��ƥ�䡣
2.4.1.4 DATA LENG.8bits(�����L���x��)
ԓ�����Á��x��RS232�˿ڵ�ͨӍ�����L�ȃH��ݔ��ĸ���֔����r��ʹ��7λ��������ݔ�����ַ��r����ʹ��8λ����Ո�_���O�������C��ƥ�䡣
2.4.1.5 STOP BIT 1bit��ֹͣλ�L���x��
ԓ�����Á��x��RS232�˿ڵ�ֹͣλ�L�ȣ�Ո�_���O�������C��ƥ�䡣
2.4.1.6 PARITY NONE����ż�x��
ԓ�����Á��x��RS232�˿ڵ���ż�ԡ�
2.4.1.7 XON+READY AUTO(�����ƴ��a�x��)
ԓ�����Á��x��RS232�˿ڵ������ƴ��a
עጣ�XON/XOFF AUTO���Դ�_���r����ӡ�Cݔ��XON���Դ�P�]�r����ӡ�Cݔ��XOFF��
XON+READY AUTO���Դ�_���r����ӡ�Cݔ��XON���Դ�P�]�r����ӡ�Cݔ��XOFF��
READY/BUSY���Դ�_���r���Ĵ�ӡ�Cݔ����DTR��̖׃�ɸ���̖��READY�����Դ�P�]�r����ӡ�C��ݔ��XOFF��
ON/XOFF���Դ�_���r����ӡ�Cݔ��XON���Դ�P�]�r����ӡ�C��ݔ��XOFF��
READY/BUSY RTS���Դ�_���r���Ĵ�ӡ�Cݔ����RTS��̖׃�ɸ���̖��READY�����Դ�P�]�r����ӡ�C��ݔ��XOFF��
2.4.1.8 LCD ENGLISH��LCD�Z���x��
ԓ�����Á��x���ԺηN�Z�ԁ��@ʾLCD��Ϣ��
2.4.1.9 FORWARD WAIT OFF(�Ԅ�ǰ�͵ȴ��x��)
ԓ�����Á��x���Ƿ��Ԅ�ǰ�͵ȴ����ܣ������ӡ����e�r�g���^1�룬�����܌��ԄӰѴ�ӡ���|��ǰݔ�ͼs14mm���Է�ֹ��ӡ�C���|��픾�������
�x��ON���_�����r������PAUSE�I������LCD��Ϣ�@ʾ�����@ʾֹͣλ���{ֵ�O������POSITION +0.0mm����һ��FEED�I������һ�ξ��x-0.1mm��׃�������׃�����x��-5mm����һ��RESTART�I������һ�ξ��x+0.1mm��׃�������׃�����x��+5mm��
עጣ��������ӡ�C�ڎ���ț]��ʹ�ã���ӡ���|��픾����ܰl���������@���܌��¿������Ԅ�ǰ�͵ȴ����ܿɷ�ֹ�@�����}���F������ӡ���|ݔ���������˾�����ӡ���|ͨ�^�LͲ��ͣ���������ֹͣλ���{ֵ���O����+����ӡ���|����ͨ�^���|ݔ���ں�ֹͣ�����ԓ��ֵ���O����-����ӡ���|��ֹͣ�ڽ��|ݔ���ڃȣ���ԓ�O�����{�˺��и�λ�Õr�dz��Ў�����
2.4.1.10 HEAD UP CUT OFF��̧�^�и��x��
ԓ�����Á��x�����и����ģʽ�£��Ƿ�̧�^������ԓ����ͨ�^�ڷ����ͼ�����ӡ��ʼλ�����ģ���ӡ�^���ɷ�ֹŪ�K̼����
2.4.1.11 RBN SAVE ON(TAG)(̼����ʡ�����x��)
ԓ�����Á��x���Ƿ�̼����ʡ���ܣ�ԓ���ܿɜp���ɷǴ�ӡ�^�������ĵ�δʹ��̼���������̼���pʧ��
עጣ���ֻ�а��b��̼����ʡģ�K�r��̼����ʡ������Ч�����ڴ�ӡ���|���뷽����20mm�����ķǴ�ӡ�^��r��̼����ʡ���ܱ�����ۿ������ÿ����ӡ���|��4���^��̼����ʡ���ܣ�����Ҫ��˺���һ̎����ʹ��̼����ʡ���ܣ��ڈ���̼����ʡ���ܵķǴ�ӡ�^��֮�g���ّ�ԓ��8mm�Ĵ�ӡ�^��
2.4.1.12 CODE AUTO�����ƴ��a�x��
ԓ�����Á��x��һ�����ƴ��a��
2.4.1.13 RIBBON TRANS��̼������x��
ԓ�����Á��x��Ҫʹ�õ�̼����ͣ���̼���ͷ���̼��
2.4.1.14 PEEL OFF STS OFF(���x�ȴ���B�x��)
ԓ�����Á��x���ӡ�C�؏����C�Ġ�BҪ��������l�̈́��x�ȴ���B��05H���ĕr�C
PEEL OFF STS OFF������ӡ�C���յ���һ�����������ǰһ����ӡ�õĘ˺����ڵȴ����x�r���l�̈́��x�ȴ���B��
PEEL OFF STS ON����һ����ӡ�õĘ˺����ڵȴ������x�r���l�̈́��x�ȴ���B��
2.4.1.15 FEED KEY FEED��FEED�I�����x��
ԓ�����Á��x��FEED�I�Ĺ��ܡ�
FEED KEY FEED������FEED�I��ݔ��һ����ӡ���|��
FEED KEY PRINT��ԓFEED�I����ӡӰ�_�^�еĔ���������ӡ�Ĕ�����
2.4.1.16 KANJI CODE TYPE1���ձ��h�ִ��a�x��
ԓ�����Á��x��ijһ�ձ��h�ִ��a��͡�
KANJI CODE TYPE1��ҕ�����a��KANJI CODE TYPE2��Դ���a
2.4.1.17 EURO CODE B0���W���a�x��
ԓ�����Á��x��ijһ�W���a��͡�
2.4.1.18 AUTO HD CHK OFF����ӡ�^�Ԅәz�y�x��
ԓ�����Á��x���Դ�_���r�Ƿ���д�ӡ�^�Ԅәz�y���ܡ�
AUTO HD CHK OFF�������д�ӡ�^�ƓpԪ���Ԅәz�y��AUTO HD CHK ON�����д�ӡ�^�ƓpԪ���Ԅәz�y
2.4.1.19 ACK/BUSY TYPE1�����ж˿ڴ_�J/æµӋ�r�x��
ԓ�����Á��x��ijһ���ж˿ڵĴ_�J/æµӋ�r���
2.4.1.20 WEB PRINTER OFF���W�j��ӡ�C�����x��
ԓ�����Á��x���Ƿ�Ѵ�ӡ�C����W�j��ӡ�Cʹ��
2.4.1.21 SENS POSI CENTER(���|̽�y���x��)
ԓ�����Á��x��Ҫʹ�õĽ��|̽�y�����
SENS POSI CENTER���̶�̽�y����SENS POSI EDGE�����Ƅ�̽�y��
2.4.1.22 INPUT PRIME ON��ݔ�냞���x��
��INIT��̖���ӕr��ԓ�����Á��x���Ƿ���ʹ�������O��������ͨ��������ӡ�C������һ�������Cͨ�^���ж˿ڰl���������O��Ո����̖��nInit��̖������ӡ�C�������O����Ȼ�ص����e��B����ݔ�냞�ȅ����O����OFF�r����ӡ�C�������O�������������ص����e��B����ԓ�����O����ON�r�����C���l��һ��INIT��̖��ʹ��ӡ�Cÿ���_�������ص����e��B��Ҫ����ԓ���E���F��회�ԓ�����O��OFF��
2.4.1.23 EX.I/O TYPE1���UչI/O�˿�����x��
ԓ�����Á��x��UչI/O�˿ڲ���ģʽ��ij�N���
2.4.1.24 PLUG PLAY OFF(���弴���x��)
ԓ�����Á��x���Ƿ�ʹ�ü��弴�ù��ܣ������ӡ�C��Ӌ��C��ͨ�^USB�˿��B�ӵģ���ô�oՓ�Ƿ��O��ԓ�����������Ԅӌ��F���弴�ù��ܡ�
2.4.1.25 LBL/RBN END TYP1���˺�ĩ��/̼��ĩ���x��
ԓ�����Á�Q����̽�y��ijһ�˺���ĩ�˻�̼����ĩ�˕r���x���ķN��ӡ̎����ʽ��
LBL/RBN END TYP1���ڴ�ӡ��;��̽�y��ijһ�˺�/̼��ĩ�˕r����ӡ������ͣ��LBL/RBN END TYP2���ڴ�ӡ��;��̽�y��ijһ�˺�/̼��ĩ�˕r����ӡ�C���M������@���Ѵ���һ���˵Ę˺��Ĵ�ӡ��Ȼ������һ���˺�λ������λ�Õrֹͣ��ӡ��
2.4.1.26 PRE PEEL OFF OFF���A���x�x��
ԓ�����Á��x���Ƿ��A���x���ܣ���ԓ�����O����ON�r���ژ˺�����ӡǰ���˺����߅���ĵ����_���A���x�����ژ˺����ژ˺����ȡ�ճ�������ӡ�ٶȵ����ض��y�Ԅ��x����r�£�ԓ���ܕ�ʹ���x���������ס�
2.4.1.27 BACK SPEED STD�������ͼ��ٶ��x��
ԓ�����Á��x�����ͼ��ٶȣ��ڄ��x����ģʽ�£�����Ť�ز��㡢�⻬��ӡ���|�����ԭ��3Ӣ��/��÷����ͼ��ٶȿ��ܕ������ͼ��������㣬�@�N��r�£�Ո�������ͼ��ٶȽ��͞�2Ӣ��/���Դ_���ͼ�����
STD��3Ӣ��/�룻LOW��2Ӣ��/��
2.4.1.28 MAXI CODE TYPE1��Maxicode���S�aҎ���x��
ԓ�����Á��x��MaxiCode���S�a��ij�NҎ��
2.4.1.29 PEEL OFF TRQ R0�����x�R�_Ť���x��
ԓ�����Á��x���x�R�_Ť��
2.4.1.30 STABILIZER ON�������������x��
ԓ�����Á��x���Ƿ�ʹ�÷��������ܣ�ԓ���������ܿ��Խ��ʹ�ӡ����
עጣ�ֻ��ֱ���ӡģʽ�¿���ʹ�÷��������ܡ�
2.4.2 ��<4>DUMP MODE���Aӡģʽ
��LCD��Ϣ�@ʾ�����@ʾ<4>DUMP MODE�r������PAUSE�I�M��Aӡģʽ���ڃAӡģʽ�£����ܵ����Д�����������ӡ����������ʮ���M�Ɣ�ֵ���F���������������Ñ��z����������{ԇ����
2.4.3 ��<5>EXPAND MODE���Uչģʽ
��LCD��Ϣ�@ʾ�����@ʾ<5>EXPAND MODE�r������PAUSE�I�M��BASIC�Uչģʽ��BASIC�Uչģʽ�£������l���У����܈���BASIC�Uչģʽ����
2.4.4 ��<6>AUTO CALIB���Ԅ�У��
��LCD��Ϣ�@ʾ�����@ʾ<6>AUTO CALIB�r������PAUSE�I�M���Ԅ�У��ģʽ�����Ԅ�У��ģʽ�£������x���Ƿ����_���Դ�r�����Ԅ�У��������Ԅ�У�������ÿ���_���Դ����_���w�r����ӡ�C��ݔ�ͼs160mm�Ĵ�ӡ���|����̽�y��ӡ��ʼλ�á�
OFF�������ON TRANS���ͼ��g��̽�y�������ON REFLECT���ژ�̽�y��������
עጣ��كH����ӡ���|�c����10mm��150mm�r������ʹ��ԓ���ܣ���ԓ���ܱ������ָ����ָ���Ĵ�ӡ���|�L�ȡ���Ч��ӡ�L�ȡ��Լ�̽�y����͵ȶ������ԣ��ۮ���ӡ�C���ܜʴ_��λ��ӡ��ʼλ�Õr�������^�mݔ�ʹ�ӡ���|���L�_500mm������@����߀�ǟoЧ����ӡ�C��ֹͣ�������¿��������Ԅ�У���r����ӡ�Cͬ�rݔ��̼������ʹ̼����ʡ���ܵą����O��ON��̼����ʡ����Ҳ�oЧ���ݮ���ӡ�ٶ��O����8Ӣ��/��r�����Ԅ�У�����g����ӡ�ٶȌ����ԄӸĞ�4Ӣ��/�룻���Ԅ�У����ɺ��������������Ԅӽ��|ǰ���ܣ���ʹ�Ԅ�ǰ�͵ȴ������ѽ��O��ON��
2.4.5 ��<7>LAN������W
��LCD��Ϣ�@ʾ�����@ʾ<7>LAN�r������PAUSE�I�M�����W�O��ģʽ���ھ���W�O��ģʽ�£������x���Ƿ����WͨӍ��SNMP�����ξW�j����f�h��
OFF������W���o�ã�ON SNMP ON�����þ���W��SNMP��ON SNMP OFF�����þ���W��������SNMP
2.4.6 ��<8>RTC SET�����r�r��O��
��LCD��Ϣ�@ʾ�����@ʾ<8>RTC SET�r������PAUSE�I�M�댍�r�r��O��ģʽ�����r�r��O��ģʽ���������Ӳˆ������O���������գ����ڕr�g�O�����r���룩���۵�����z�y�O�����܌��r�r犔������r�g�O����
2.5 ���b��ӡ�C�ӳ���
2.6 ��ӡ�yԇ
�_�J��ӡ�yԇ�Y������Ҫ�{����ӡ��ʼλ�á��и�/���x֮�����ӡɫ�ʕr��Ո��醡�λ�úʹ�ӡɫ���{������ʹ���Ѵ�ӡ�^�Ĵ�ӡ���|�r����]�����_̽�y����ӡ��ʼλ�Õr��Ո��醡��ֵ�O����
2.7 λ�úʹ�ӡɫ���{
������������{��ӡ��ʼλ�á��и�/���xλ�á������ͼ���������ӡɫ�ʡ�̼���R�_Ť�ء���Ҫ�M���{�r�����{��ӡ��ʼλ�á���ӡɫ�ʵȵȣ�Ո�����²��E�M�С�
�ٴ��_��ӡ�C�Դ���_�JҺ���@ʾ�����@ʾONLINE��
�ڰ���PAUSE�I����ͣ��ӡ�C��
�۳��m����RESTART�I�L�_3��犣�ֱ���@ʾ��<1>RESET����
�ܰ���FEED��RESTART�I��Һ���@ʾ�����@ʾ��<3>ADJUST SET����
�ݮ���<3>ADJUST SET���@ʾ�r������PAUSE�I���M�녢���{ģʽ��
�����{ģʽ���������ӲˆΣ�
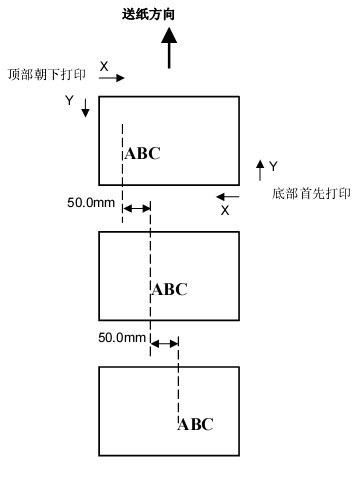
2.7.1 FEED ADJ.+10.0mm����ӡ��ʼλ���{��
עጣ�ʹ��RESTART�I��FEED�I���x����Ҫ�Ĕ�ֵ��ÿ����һ��FEED�I���a��-0.1mm��׃�������׃����-50mm��ÿ����һ��RESTART�I���a��+0.1mm��׃�������׃����+50mm
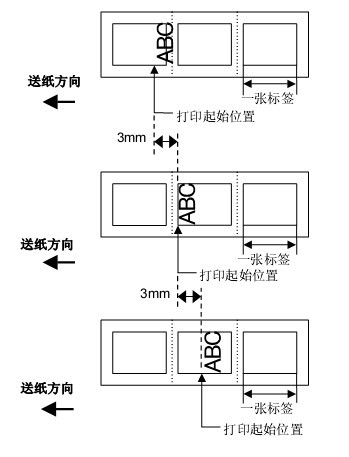
�O��+3mm��������+0mmλ�ã���ӡ��ʼλ��ǰ�ƣ��O��-3mm��������+0mmλ�ã���ӡ��ʼλ�ú���
2.7.2 CUT ADJ.+10.0mm���и�/���xλ���{��
עጣ�ʹ��RESTART�I��FEED�I���x����Ҫ�Ĕ�ֵ��ÿ����һ��FEED�I���a��-0.1mm��׃�������׃����-50mm��ÿ����һ��RESTART�I���a��+0.1mm��׃�������׃����+50mm
�и�λ�Ì�����
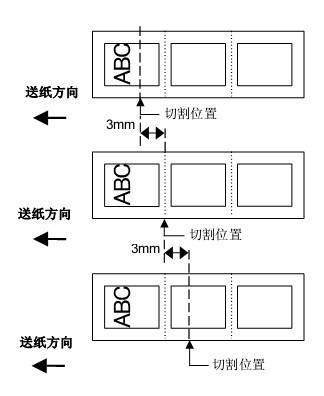
�O��+3mm��������+0mmλ�ã��и���ʼλ��ǰ�ƣ��O��-3mm��������+0mmλ�ã��и���ʼλ�ú���
���xλ�Ì�����
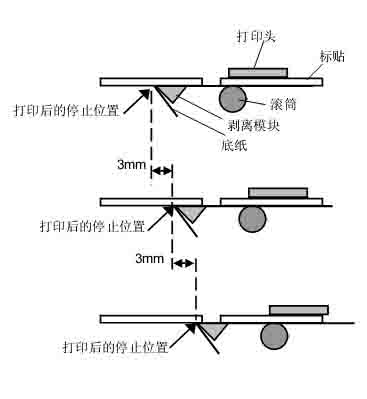
�O��+3mm��������+0mmλ�ã���ӡ���ֹͣλ��ǰ�ƣ��O��-3mm��������+0mmλ�ã���ӡ���ֹͣλ�ú���
2.7.3 BACK ADJ.+5.0mm�������ͼ������{��
עጣ�ʹ��RESTART�I��FEED�I���x����Ҫ�Ĕ�ֵ��ÿ����һ��FEED�I���a��-0.1mm��׃�������׃����-9.9mm��ÿ����һ��RESTART�I���a��+0.1mm��׃�������׃����+9.9mm
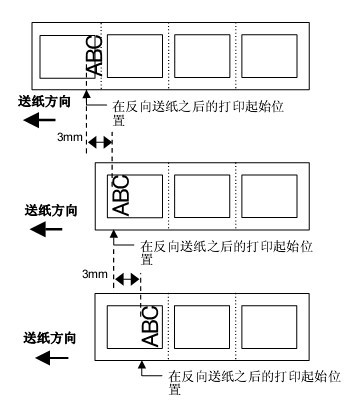
�O��+3mm��������+0mmλ�ã��ڷ����ͼ�֮���ӡ��ʼλ��ǰ�ƣ��O��-3mm��������+0mmλ�ã��ڷ����ͼ�֮���ӡ��ʼλ�ú���
2.7.4 X ADJUST +5.0mm��X�S�����{��
עጣ�ʹ��RESTART�I��FEED�I���x����Ҫ�Ĕ�ֵ��ÿ����һ��FEED�I���a��-0.1mm��׃�������׃����-99.9mm��ÿ����һ��RESTART�I���a��+0.1mm��׃�������׃����+99.9mm
�O��-50mm��������+0mmλ�ã���ӡ��ʼλ�����ƣ��O��+50mm��������+0mmλ�ã���ӡ��ʼλ������2.7.5 TONE ADJ.+3/TONE ADJ.-2�����Dӡ/ֱ���ӡɫ���{��
עጣ�ʹ��RESTART�I��FEED�I���x����Ҫ�Ĕ�ֵ��ÿ����һ��FEED�I���a��-1��ɫ�ȵ�׃�������׃����-10��ɫ�ȣ�ÿ����һ��RESTART�I���a��+1��ɫ�ȵ�׃�������׃����+10��ɫ��
2.7.6 RBN ADJ-10/RBN ADJ-5���վ��R�_/�ͼ��R�_̼���R�_늉��{��
̼���ɳڻ��𰙕r��Ӱ푴�ӡЧ�������������²��E�{��ӡ�R�_Ť�ء�
���վ��R�_��̼���{<��ǰ>��
עጣ�ʹ��RESTART�I��FEED�I���x����Ҫ�Ĕ�ֵ��ÿ����һ��FEED�I���a��-1����׃�������׃����-15����ÿ����һ��RESTART�I���a��+1����׃�������׃����+0����
��ֵ������R�_Ť�ظߡ�
���ͼ��R�_��̼���{<����>��
עጣ�ʹ��RESTART�I��FEED�I���x����Ҫ�Ĕ�ֵ��ÿ����һ��FEED�I���a��-1����׃�������׃����-15����ÿ����һ��RESTART�I���a��+1����׃�������׃����+10����
��ֵ������R�_Ť�ظߡ�
2.8 �ֵ�O��
���˾S�̶ֹ���ӡλ�ã�������ӡ�^����g϶��ژ�֮�g늉��IJ�ͬ��ͨ�^��ӡ���|̽�y������ӡ�C���z�y����ʼλ�ô�ӡ��������|�ѽ�����ӡ�^���ɫ�^����^�⣩����ī���ɔ_�����^�̣����¿������ϵij��F��
���˽�Q�@�����}������Ո�Ԅ��O���ֵ��������}߀δ��Q����ô��Ҫ�ք��O���ֵ늉���
2.8.1 �Ԅ��O���ֵ���E
�ٴ��_��ӡ�C�Դ����ӡ�C̎���B�Ӡ�B��
�ڼ��dһ���Ѵ�ӡ�^�Ĵ�ӡ���|��ʹ�Ø˺����ϕr���Ƅ��ͼ��g��̽�y����ʹ����˺�������λ��ͬһֱ�l���ϣ�ʹ���B�m�����ϕr���ƄӺژ�̽�y����ʹ����ژ˵�����λ��ͬһֱ�l���ϡ�
�۰���PAUSE�I����ӡ�C�M�땺ͣģʽ��
���ڕ�ͣ��B�£����m����PAUSE�I��ֱ�����®�����F��
���@ʾ��̽�y�����
���x����Ҫͨ�^FEED�I�{����̽�y��
�߳��m��סPAUSE�I��ֱ��̎���곬�^1.5���˺����B�m��������ӡ���|�����m�ͼ���ֱ������PAUSE�I��ֹ��ͨ�^�˲�����Ɍ����x̽�y���ֵ���Ԅ��O������
�ఴ��RESTART�I����ӡ�C���ص��B�Ӡ�B��
2.8.2 �ք��O���ֵ���E
����Ԅ��O���ֵ�����������f�l������ô��Ҫ�ք��O���ֵ늉�������ʹ�������ք��O���ֵ��Ч������ͨ�^ܛ��ָ����ӡ�C�Ӂ��x��ʽ̽�y����ʹ���ք��ֵ�r������ʽ̽�y����ʹ���ք��ֵ�r��
�ٰ���FEED�I��PAUSE�I��ͬ�r�����_��ӡ�C늉�
�ڮ���<1>DIAG.���@ʾ��Һ���@ʾ���ϕr�����_FEED��PAUSE
�I����ӡ�C�M��ϵ�y����T���õ�ϵ�yģʽ��
�۰���FEED��RESTART�I��ֱ����<5>SENSOR ADJ.���@ʾ��Һ���@ʾ���ϡ�
�ܰ���PAUSE�I���M��̽�y���{��ģʽ��̽�y���{��ģʽ���������ӲˆΣ��@Щ�Ӳˆ��@ʾ����̽�y���Į�ǰ��B�������桰�н��|��B��늉��͡��o���|��B��늉���ÿ������PAUSE�I���ӲˆΌ��Դ��@ʾ��
��.̽�y����B�@ʾ
 ͨ�^��ӡ�^����Ԫ���z�y�ضȣ�Ȼ���@ʾ�܇��ğ���Ԫ����
��.�ϲ��ژ�̽�y����B�@ʾ ͨ�^��ӡ�^����Ԫ���z�y�ضȣ�Ȼ���@ʾ�܇��ğ���Ԫ����
��.�ϲ��ژ�̽�y����B�@ʾ
 �@ʾ�ϲ��ژ�̽�y��̽�y����늉� �@ʾ�ϲ��ژ�̽�y��̽�y����늉�
��.�ϲ��ژ�̽�y���{��
 ���ñ����Hʹ�õĴ�ӡ���|�����桰�н��|��B��늉� ���ñ����Hʹ�õĴ�ӡ���|�����桰�н��|��B��늉�
��.�ͼ��g��̽�y����B�@ʾ
 �@ʾ�ͼ��g��̽�y��̽�y����늉� �@ʾ�ͼ��g��̽�y��̽�y����늉�
��.�ͼ��g��̽�y���{��
 ���ñ����Hʹ�õĴ�ӡ���|�����桰�н��|��B��늉� ���ñ����Hʹ�õĴ�ӡ���|�����桰�н��|��B��늉�
��.�ژ�̽�y��/�ͼ��g��̽�y����B�@ʾ���o���|��
 �@ʾ�²��ژ�̽�y��/�ͼ��g��̽�y��̽�y���ġ��o���|��B��늉��� �@ʾ�²��ژ�̽�y��/�ͼ��g��̽�y��̽�y���ġ��o���|��B��늉���
��.�²��ژ�̽�y��/�ͼ��g��̽�y���{�����o���|��
 ���桰�o���|��B��늉� ���桰�o���|��B��늉�
��.̼���K��̽�y����B�@ʾ
 �@ʾ̼���K��̽�y��̽�y����늉� �@ʾ̼���K��̽�y��̽�y����늉�
��.̼���K��̽�y���{��
 ���ñ����Hʹ�õ�̼�������桰��̼����B��늉��� ���ñ����Hʹ�õ�̼�������桰��̼����B��늉���
2.8.2.1 ʹ�úژ�̽�y���r
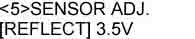
�ٮ���<5>SENSOR ADJ.���@ʾ�r������PAUSE�I��ֱ����Ϣ���F���@ʾ�Ĕ�ֵ��ژ�̽�y��̽�y���Č��r늉���
�ڷքe�y�����|�հ�̎�ͺژ�̎��늉����˕r�����ɂ�늉������gֵ����ԓ��ֵ�����S����ֵ�O�����õ���
עጣ��y���հׅ^���늉��r��Ոע�ⲻҪ�`��һ���A��ӡ��̽�y�����R���_�J�ɂ�늉��g�IJ�ֵ����0.7�������늉���ֵС��0.7���������ܙz�y����ʼ��ӡΦ�ӻ���������F�@�N��r��Ո���]���Ľ��|��ͣ��yԇ늉��r��Ո�_�����w���P�]�ġ�
�۳��m����RESTART��FEED�I�s3��犣���ӡ�^���ij̎�հײ��ָ��ژ�̽�y�����R��
�܃��桰�н��|��B��늉�����늉�����߅�����Fһ����̖������PAUSE�I��
���@ʾ�ͼ��g��̽�y��̽�y���Č��r늉���
2.8.2.2 ʹ���ͼ��g��̽�y���r
�ٷքe�y���˺��հ�̎��һ̎�˺��g϶̎��늉����˕r�����ɂ�늉������gֵ����ԓ��ֵ�����S����ֵ�O�����õ���
עጣ��y���հׅ^���늉��r��Ոע�ⲻҪ�`��һ���A��ӡ��̽�y�����R���_�J�ɂ�늉��g�IJ�ֵ����0.7�������늉���ֵС��0.7���������ܙz�y����ʼ��ӡΦ�ӻ���������F�@�N��r��Ո���]���Ľ��|��ͣ��yԇ늉��r��Ո�_�����w���P�]�ġ�
�ڳ��m����RESTART��FEED�I�s3��犣���ӡ�^���ij̎�հײ��ָ��ͼ��g��̽�y�����R��
�ۃ��桰�н��|��B��늉�����늉�����߅�����Fһ����̖������PAUSE�I��
2.8.2.3 ���桰�o���|��B��늉�
�����@ʾ����O�����o���|��B��늉�ֵ���Á�̽�y��ӡ���Ƿ��ѽ����ꡣ������|߀δ���꣬���@ʾ��NO PAPER����Ϣ��Ԓ���t늉�ֵ��Ҫ�����O����
�ُĺژ�̽�y��/�ͼ��g��̽�y��̎���ߴ�ӡ���|��
���@ʾ�ژ�̽�y�����ͼ��g��̽�y��̽�y���Č��r늉���
�۳��m����RESTART��FEED�I�s3���
�܃��桰�н��|��B��늉�����늉�����߅�����Fһ����̖������PAUSE�I��
���@ʾ��Ϣ���ص���<5>SENSOR ADJ.��
2.8.2.4 �ք��O���ֵ
�˕r���څ����{ģʽ�£��O��Ӌ��Á����ֵ늉���
�ٮ���<5>SENSOR ADJ.���@ʾ�r������FEED��RESTART�I��ֱ����<3>ADJUST SET�����F��
�ڰ���PAUSE�I���M�녢���{ģʽ��
�۰���PAUSE�I��ֱ��Ŀ��̽�y������@ʾ������

��ʹ��FEED��RESTART�I�O���ֵ늉�����̽�y���{�ˆ���Ӌ��Á���
�ֵ늉�=��ӡ�^��늉����g϶/�ژ�֮�g늉������gֵ��
עጣ�ÿ����һ��FEED�I���a��-0.1V늉���׃�������׃����0.0V��ÿ����һ��RESTART�I���a��+0.1V늉���׃�������׃����+4.0V
���x���ֵ늉�����PAUSE�I��
�ޞ�z����������_�ԣ�Ո���Cģʽ��̎���Ѵ�ӡ�^�Ĵ�ӡ���|�������ʹ���ք��O���ֵ���Գ��F�e�`��Ո����׃�ֵ��Ȼ����ԇ��
3��TOSHIBA B-SX8T�Cģʽ
3.1 ����
����ӡ�C�����_�r��ONLINE��Ϣ��Һ����Ϣ�@ʾ�����@ʾ�������ڵȴ����߳�Ҏ��ӡ�ĕr��Ҳһֱ���@ʾ������
�ٴ�ӡ�C�����_��̎�ڴ��C��B���ӡ��B��
������ڴ�ӡ�ĕr����ʲô�e�`���F��һ�l�e�`��Ϣ�͕����@ʾ��������ӡ�C���Ԅ�ֹͣ��ӡ��
�۞�������e�`����RESTRAT���I����ӡ�C�֏ʹ�ӡ��
������ڴ�ӡ�ĕr����PAUSE���I����ӡ�C������ֹͣ��ӡ��
�����������RESTART���I��ӡ�C�^�m��ӡ��
3.2 �؆�
�؆����������Ӌ��C���͵���ӡ�C�Ĵ�ӡ��������ӡ�C���ص����C��B��
�ٴ�ӡ�C�����_��̎�ڴ��C��B���ӡ��B��
�ڰ���PAUSE�Iֹͣ��ӡ�������Ӌ��C���́��Ĕ�������ӡ�Cֹͣ��ӡ��
�۰���RESTART�I�������������ϡ�
�ܰ���PAUSE�I����Ӌ��C���́��Ĕ��������������ӡ�C���ص����C��B
4��TOSHIBA B-SX8T�S�o
������B�M���ճ��S�o�ķ�����
���棺Ҫ���C�ڔ��_�Դ����B���M�оS�o����t������늓����������_�P�C����ߴ�ӡ���ܕr�A����ָ�������܂�����ӡ�^�ڴ�ӡ���׃�úܟᣬ�ھS�o֮ǰ����ӡ�^���أ���Ҫֱ�Ӱ�ˮ������ӡ�C�ϡ�
4.1 ��ӡ�^/�LͲ�坍
���˾S�o��ӡ�C�����ܺʹ�ӡ�|����Ո�����坍��ӡ�C�������ڸ��Q��ӡ���|��̼���r�坍��
���P�]��ӡ�C���Դ�����´�ӡ�C���Դ���^
�ڌ��^���O����OPENλ��
�۴��_���w���҂��w
�ܴ��_�^�i��
�ݏĴ�ӡ�C��ȡ��̼���ʹ�ӡ���|
��ʹ�ô�ӡ�^�坍�P�����ƾ�����������坍��ӡ�^����Ԫ����
��ʹ�ñ����ƾ��������ܛ�����ÝLͲ
4.2 �o��݆�坍
���P�]��ӡ�C���Դ�����´�ӡ�C���Դ���^
�ڌ��^���O����OPENλ��
�۴��_���w���҂��w
�ܴ��_�^�i��
��형r��D�Ӿo��݆�ֱ���ጷžo��݆

�ޏĴ�ӡ�C��ȡ��̼���ʹ�ӡ���|
�ߌ��^���O����λ��2��Ո�_���^���O����λ��2����t�o�����¾o��݆
����°��ݽz�����ռ��^�ķ���ж��̼���K��̽�y����
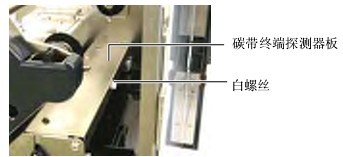
Ո��Ҫ������̼���K��̽�y���壬�@�������ܕ��p��̼���K��̽�y���侀����ɴ�ӡ�C���ϡ�
��Ĵ�ӡ�C��ȡ���o��݆�M����

��ʹ�ñ����ƾ��������ܛ�����þo��݆�M����

���坍�o��݆�M����Ո������õ�λ��Ȼ��̧���ɂ��o��݆��
�Ќ�̼���K��̽�y���尲�b����ӡ�C��
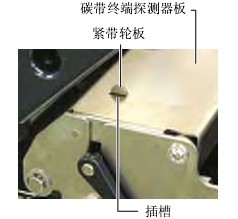
��.��̼���K��̽�y����ɂȵİ����c��ӡ�C�Ķ�λ�Nҧ�ϡ�
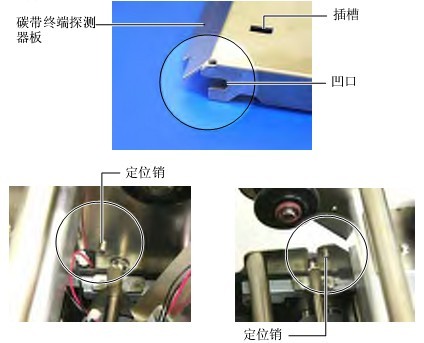
��.��o��݆��ü���M��̼���K��̽�y���IJ�ۡ�
4.3 �����A�·��坍
���P�]��ӡ�C���Դ�����´�ӡ�C���Դ���^
�ڌ��^���O����OPENλ��
�۴��_���w���҂��w
�ܴ��_�^�i��
��형r��D�Ӿo��݆�ֱ���ጷžo��݆
�ޏĴ�ӡ�C��ȡ��̼���ʹ�ӡ���|
�߲����ݽz��ж�����A

������ж����Ĵ�ӡ���|��Ո����ȡ��
����ô�ӡ���|ͨ·�ϵ��۹����҉m��м
��ʹ�ñ��ƾ������ܛ�����Ì���A�ϵĻ҉m��ճ����
�����ݽz���°��b���A
4.4 �C���w�Ͳ�������坍
�ø����ܛ�������Խ����坍���IJ��ϲ��ÙC�w�Ͳ������
5��TOSHIBA B-SX6T���ϙz��
5.1 �e�`��Ϣ
עጣ����һ���e�`��ʹ����RESTART�IҲ���������Ո�P����ӡ�CȻ���������_�C���P����ӡ�C֮�����еĴ�ӡ���������������****��ʾδ��ӡ���|������
| �e�`��Ϣ |
���}/ԭ�� |
��Q |
| HEAD OPEN |
���Cģʽ�´��_�˴�ӡ�^��o��݆ |
���^�κ;o��݆�ֱ��D�ӵ��i��λ�� |
| HEAD OPEN **** |
�ڴ�ӡ�^��o��݆���_�Ġ�B�Lԇ���ͼ���l�в��� |
���^�κ;o��݆�ֱ��D�ӵ��i��λ�ã�Ȼ����RESTART�I |
| COMMS ERROR |
���Fͨ���e�` |
�_���ӿ���|���_�B�ӵ���ӡ�C���C�ϣ����C���_ |
| PAPER JAM **** |
�ڽ��|���o;�ж������M����ͨ�� |
ȥ���������|���坍�бP���������_���b���|�������RESTART�I |
| �o����ʹ�õĽ��|�x�����e�`�Ľ��|̽�y�� |
�P����ӡ�C���_�C���o����ʹ�õĽ��|�x�����_���|̽�y����������»֏ʹ�ӡ�C���� |
| �ژ�̽�y���]���c���|�ϵĺژˌ��R |
�{��̽�y��λ�ã��ٰ�RESTART�I |
| ���d���|�ijߴ��c����Ĵ�С��ͬ |
���°��b�c�����O���ijߴ���ƥ��Ĵ�ӡ���|��Ȼ����RESTART�I�������P�C���_�C���������b���|�ijߴ������O�������еijߴ磬���֏ʹ�ӡ������ |
| �g϶̽�y�����ܸ��ܴ�ӡ�^����g϶֮�g�IJ�e |
�O���_�� |
| CUTTER ERROR **** |
���е��д�ӡ���|���� |
ȥ��������ӡ���|����RESTAR�I�� |
| NO PAPER **** |
���|���� |
���d�½��|���ٰ�RESTART�I |
| ���|���d�����_ |
�������_�ؼ��d���|���ٰ�RESTART�I |
| ���|̫�� |
�Q��̫�ɵĽ��| |
| NO RIBBON **** |
̼������ |
���d��̼�����ٰ�RESTART�I |
| RIBBON ERROR **** |
̼�����o�e�` |
ȥ��̼�����z��̼����B������б�Ҫ����̼���� |
| EXCESS HEAD TEMP |
��ӡ�^�^�� |
�P��ӡ�C�����أ���s3��犡� |
| HEAD ERROR |
��ӡ�^�І��} |
��Ҫ���Q��ӡ�^ |
| SYSTEM ERROR |
���ܵ����ɔ_�ĵط�ʹ�ô�ӡ�C�����ߣ��ڴ�ӡ�C��˿���|��߅������������Դ�� |
ʹ��ӡ�C�Ͷ˿���|�h�x��Դ |
| ��ӡ�C�Դ��δ�ӵ� |
ʹ�Դ���ӵ� |
| ��ӡ�C�������������ͬһ�Դ |
���ӡ�C�ṩ�����Դ |
| Ӌ��C���C�ϵ�ij������ܛ���l���e�`��������� |
�_�JӋ��C���C�������� |
| FLASH WRITE ERR. |
���������W��r�l���e�` |
�P�]��ӡ�C��Ȼ�����_�C |
| FORMAT ERROR |
��ʽ���W��r�l���e�` |
�P�]��ӡ�C��Ȼ�����_�C |
| FLASH CARD FULL |
�W����g���㣬�o�����攵�� |
�P�]��ӡ�C��Ȼ�����_�C |
| EEPROM ERROR |
�������_�xȡ�����ֻ�x�惦���еĔ����������ܱ����_��������ֻ�x�惦�� |
�P�]��ӡ�C��Ȼ�����_�C |
| SYNTAX ERROR |
��ӡ�C�������̼�����̎�����d����ģʽ�r�����յ��˲����_��ָ����΄�̎��ָ� |
�P�]��ӡ�C��Ȼ�����_�C |
| POWER FAILURE |
�l��˲�r��늹��� |
�z���ӡ�C�Ĺ���Դ������~��ֵ�����_�����ӡ�C�������������һ���Դ������Ոʹ��������Դ���� |
| LOW BATTERY |
���r�r�늉���1.9V����� |
���Q늳� |
5.2 ���ܳ��F�Ć��}
| ���ܵĆ��} |
ԭ�� |
��Q |
| ��ӡ�C�o�����_ |
�Դ�����ܔ��_ |
�����Դ�� |
| ����늲�ڲ����������� |
����������Oʩ�z�y��늲�� |
| ���U�z���·�����_ |
�z�鱣�U�z���·�� |
| ���|�o�����o |
���|���d�����_ |
��ӡ�C̎���e�`��B |
| ��ӡ�C̎���e�`��B |
��Q��Ϣ�@ʾ���ϵ��e�` |
| �ڳ�ʼ��B�°���FEED�I���Ķ��������e�`�l�� |
�ͼ����΄�̎�������]��������Ĭ�J�l������ |
ʹ�ô�ӡ�C�ӳ�����Q��ӡ�C��ӡ�l��������Q��ӡָ��ʹ����ϴ�ӡ�l����Ȼ����RESTART�I������e�`��B |
| ���|�ϛ]��ӡ |
���|���d�����_ |
���_���d���| |
| ̼�����d�����_ |
���_���d̼�� |
| ̼���ͽ��|��ƥ�� |
��ʹ�õĽ��|�x����m��̼�� |
| ��ӡ�D��ģ�� |
̼���ͽ��|��ƥ�� |
��ʹ�õĽ��|�x����m��̼�� |
| ��ӡ�^δ�坍 |
ʹ�ô�ӡ�^�坍�P�ƾ�����������坍��ӡ�^ |
| ��o������ |
�]�����_�P�]�е���Ԫ |
���_�P�]�е���Ԫ |
| ���|������ |
ȥ���������� |
| �е�����̫�K |
�坍�е����� |
| ���xģ�K���ĵ��τ��_�˺� |
�˺�����̫�����zˮ̫� |
���Q�˺� |
5.3 ȥ���������|
�����������ӏĴ�ӡ�C��ȥ���������|�ļ�����
ע�⣺Ո��Ҫʹ���κο��ܕ��p�Ĵ�ӡ�^�Ĺ��ߡ�
���P�]��ӡ�C���Դ�����´�ӡ�C���Դ���^
�ڌ��^���O���ڡ�OPEN��λ��
�۴��_���w���҂��w
�ܴ��_�^�i��
�ݲ��°��ݽz���p�p�����ӌ����A�壬���ڌ����A���ϰ��b���������ڹ̶���ӡ���|̽�y���侀����|�A��Ո�����������ጷ��侀��
�ޮ������A�屻�p�p���ӕr���܉���һ����|�A������|�AጷŴ�ӡ���|̽�y���侀��Ȼ�����A�����ӵ���;��
�ߵڶ�����|�A���b�ڌ����A������룬����|�AጷŴ�ӡ���|̽�y���侀��Ȼ�����ӌ����A�塣
���İ��b�ڌ����A��K�˵����һ����|�AጷŴ�ӡ���|̽�y���侀��Ȼ�Ĵ�ӡ�C�ϲ������A�塣

�������ӡ���|ͨ·�϶����Ĵ�ӡ���|��Ո��Ҫʹ���κο��ܓp�Ĵ�ӡ�C���J�����ߡ�
���坍��ӡ�^�͝LͲ��Ȼ���Mһ������҉m���
���坍�����A
���е��b���еļ����������������е�ĥ�p���е��Ϛ����И˺����ϵ��zˮ�����¡�
�Ѱ����c��ж�෴����������A�����°��b����ӡ�C�����b�r��Ո��Ҫ��ӛ����|�A�̶���ӡ���|̽�y���侀����������|�A�̶��侀�r��Ո�����D��ʾ�����{ɫ�;Gɫ���侀�����Sɫ�侀֮�ϣ�Ȼ��ȥ���侀���ɳڡ�

6��TOSHIBA B-SX8T�IJ�Ҏ��
6.1 ��ӡ���|
6.1.1 ���|���
�±��@ʾ�˿������ڱ���ӡ�C���|�Ĵ�С���Π
| �Ŀ/�΄�̎��ģʽ |
��̎��ģʽ |
���xģʽ |
�е�ģʽ |
| �ٴ�ӡ���|�c�� |
�˺� |
10mm-1368mm |
25.4mm-1368mm |
38mm-1368mm |
| �B�m�� |
10mm-1368mm |
--- |
25.4mm-1368mm |
| �ژ˺��L�� |
7.5mm-1707mm |
7.5mm-1368mm |
22.9mm-1368 |
| �۰����r������ |
101.6mm-225mm |
| �ܘ˺����� |
98.6mm-222mm |
| ���g϶�L�� |
2.5mm-20mm |
2.5mm-20mm |
6mm-20mm |
| �ژ��L�ȣ��B�m���� |
2.5mm-10mm |
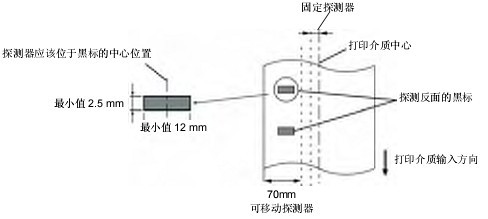
| ����Ч��ӡ���� |
10mm-213.3mm |
| ����Ч��ӡ�L�� |
�˺� |
5.5mm-1364mm |
20.9mm-1364mm |
23mm-1364mm |
| �B�m�� |
8mm-1364mm |
--- |
23.4mm-1364mm |
| ���ӡ�ٶ��{���^ |
1.0mm |
| ��� |
�˺�+�r�� |
0.13mm-0.17mm |
| �B�m�� |
0.1mm-0.17mm |
| ����⏽ֱ�� |
��200mm |
| ��ӷ��� |
��� |
| ���Sоֱ�� |
��76.2��0.3mm |
6.1.2 ��ʽ̽�y����̽�y�^��
���Ƅ�̽�y���Ĵ�ʽ̽�y����̽�y�����Ǿ��x��ӡ���|߅��70mm��
�̶�̽�y���Ĵ�ʽ̽�y��λ�ھ��x��ӡ���|����10mm��λ�á�
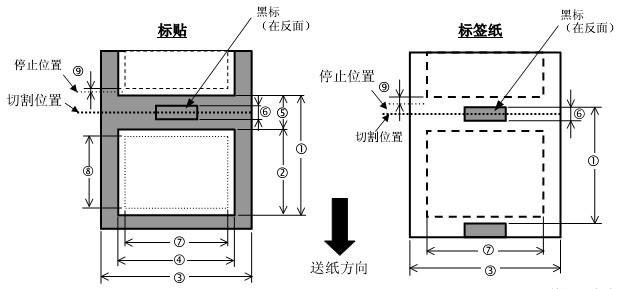
��̽�y���z�y�˺�֮�g���g϶�����D��ʾ��
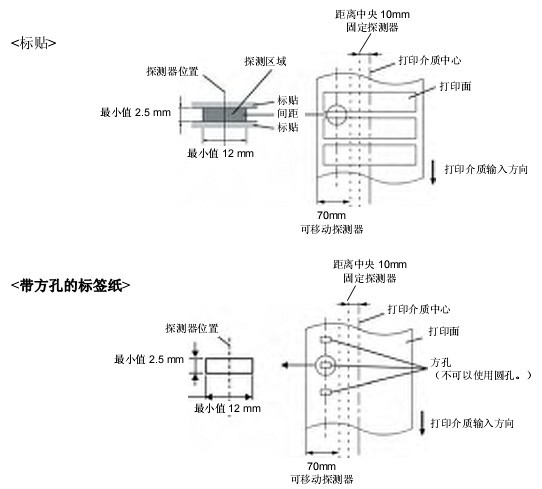
6.1.3 ����ʽ̽�y����̽�y�^��
���Ƅ�̽�y���ķ���ʽ̽�y����̽�y�����Ǿ��x��ӡ���|߅��70mm��
�̶�̽�y���ķ���̽�y��λ�ڴ�ӡ���|���롣
�������L�Ȟ�950nm�r���ژ˵ķ���ϵ�y��횞�10%����͡�
����ʽ̽�y����ԓ�c�ژ˵����Č��R��
6.1.4 ��Ч��ӡ�^��
�D�����˴�ӡ�^��Ч��ӡ���Ⱥʹ�ӡ���|�Č���֮�g���Pϵ��
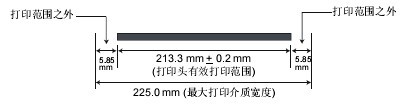
�D�����˴�ӡ���|�ϵ���Ч��ӡ�^��
עጣ��������ψD���Ӱ�^���ӡ����ԓ�^���ӡ���ܕ�����̼���𰙣��@�������Ч��ӡ�^��Ĵ�ӡ�|���½�����ӡ���|������λ�Ñ�ԓ���Ǵ�ӡ�^������λ�ã������C���x��ӡ�^ֹͣλ��3mm�^��ȣ��������ʹ�ӡ�ٶ��õ�1mm���ɴ�ӡ�^�Ĵ�ӡ�|����
6.2 ̼��
��ͣ����Sʽ
���ȣ�115mm-224mm��115mm-160mm����ӡ�ٶ�8Ӣ��/�룩
�L�ȣ�300m
עጣ����˱��C��ӡ�|���ʹ�ӡ�^����Ո�Hʹ�����Ô��aָ��̼���������ӡ���|���Ⱥ�̼������֮�g�IJ�^���@���ܕ�����̼���𰙣����˱���̼���𰙣�Ոʹ�������������_��ӡ���|���ȵ�̼����Ո��Ҫʹ�Ì��ȱȴ�ӡ���|խ��̼����
�˺�
�l�a�˺�
̼��
|