|
SATO CT412i
1��SATO CT412i�l�a��ӡ�C����λ��B
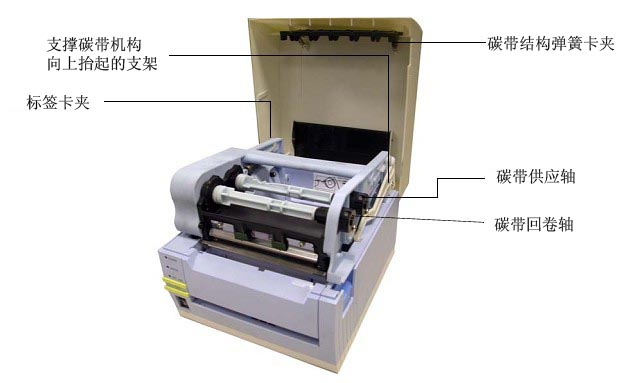
1.1 ��ӡ�^/�˺����A/�˺�������/��ӡ�z݁/�Դ�e�`ָʾ��/ONLINE���o/FEED���o/�Դ�_�P/LEDDIP�_�P���λ��/��w/�ۯB�˺��b�d��/�˺����Aጷ��o/��wጷ��o/ǰ�w

1.2 ֧��̼���C������̧���֧��/�˺����A/̼���Y�����ɿ��A/̼�������S/̼���ؾ��S
2��SATO CT412i�l�a��ӡ�C���b�f��
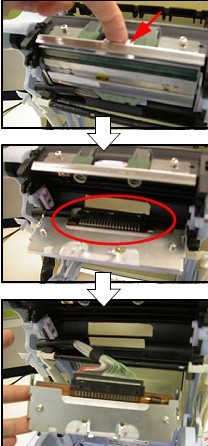
2.1 �˺��İ��b

�� �b��Ø˺�
�� ���˺����Aጷ��o�����_���x���A
�� ���b�˺�ǰ�������Ƅ���߅�Ŀ��A�o��
�� �b�d�˺������Sо��ԓ�ʴ_������black roller
�� ���Ә˺��Ę˺��������´��^
�� �P�]��w������ǟ�������Ԓ�����b�ꮅ
2.2 ̼���İ��b
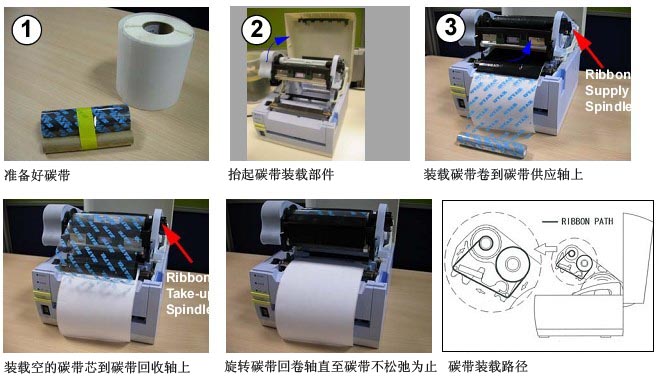
�� �ʂ��̼��
�� ̧��̼���b�d����
�� �b�d̼������̼�������S��
�� �b�d�յ�̼��о��̼�������S��
�� ���D̼���ؾ��Sֱ��̼�����ɳڞ�ֹ
ע�⣺
��.���˫@������Ĵ�ӡЧ�������hʹ���������]��̼���͘˺�
��.��̧����P�]��ӡ�C��w�r��ҪС���܂�
��.���\ݔ��ӡ�Cǰ��Ո�ј˺���̼���Ƴ�
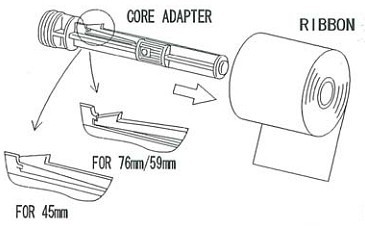
��.��ʹ��76mm/59mm/45mm���ȵ�̼���r����̼���S���m�������뵽̼���Sо�ϡ�
2.3 �˺��O��
SATO CT4iʹ��Gap��I-Mark��������������λ�ڽ��|����߅�������܉��ԄӶ�λ�˺���
3��SATO CT412i�l�a��ӡ�C����
3.1 �������
����������3��LEDָʾ����3���_�P���o
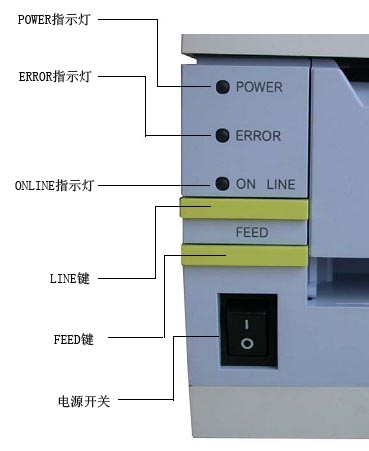
��POWERָʾ��
��ӡ�C�_����ԓ�����Gɫ��
��ERRORָʾ��
����ϵ�y�e�`�r��ԓ�����tɫ�������ӡ�^δ����
��ONLINEָʾ��
����ӡ�C̎���C��B���ʂ���ܔ����r��ԓ�����Gɫ��LINE�I�����ГQ�C�c���C
��LINE���I
LINE�I�����ГQ�C�c���C
��FEED���I
����ӡ�C̎�ڷ��C��B�r������FEED���I����ӡ�C����һ���˺���
���Դ�_�P
(I)λ�ô�ӡ�C�_��(O)λ�ô�ӡ�C�P
3.2 �������
����̧����w�r�����ܿ����������
���������8��DIP�_�P��3���{���λ����1���߶�LED�e�`��B�@ʾ
3.2.1 DIP�_�P�O��
��DSW1,DSW2,DSW3
| DSW1 |
DSW2 |
DSW3 |
ģʽ |
| off |
off |
off |
�B�mģʽ |
| off |
off |
on |
�o�r��ģʽ |
| on |
off |
off |
˺��ģʽ |
| off |
on |
off |
�е�ģʽ |
| on |
off |
on |
�������dģʽ |
| off |
on |
on |
���w���dģʽ |
| on |
on |
on |
�����и�ģʽ |
��DSW4
| DSW4 |
ģʽ |
| off |
DT,����ģʽ |
| on |
TT�����Dӡģʽ |
��DSW5
| DSW5 |
ģʽ |
| off |
Disabled����ӡ�^�z�y�P |
| on |
Enabled����ӡ�^�z�y�_ |
ԓ����ʹ�ܴ�ӡ�C���Ԅәz�y��ӡ�^���ܣ����z�y����ӡ�^�Д�ᘕr��ERROR�e�`ָʾ����һֱ���m�c������ӡ�C�������S�κεIJ�����ֱ������İ��o�����r�����߲�ȡ�ض�������
��ͬ�r��סLINE�I��FEED�I��s5��犣�ONLINEָʾ���̕���һ�£�Ȼ���ӡ�C�M����C��B���@�r���°�LINE�I�M���C��B���^�m��ӡ��
����ӡ�^�z�y�^���܉��O�Þ�2�N��ͣ���һ�N�z�y�^�̱��Q����Barcode����ͨ�^���õĹ��ܙz�y��ӡԪ���p�ĵ�λ�ã�����һ�N���Q����Normal������ӡ���еĴ�ӡ�^���ı����D�Ρ��l�a����z�y��ӡԪ���p�ĵ�λ�á�
��Barcode���z�y�����DSW7׃��ON����Normal���z�y�����DSW7׃��OFF��Ȼ���M�빤�S����ģʽ��Head-open+ONLINE+FEED+POWER ON���������������́�z�y��ӡ�^

| Normal�z�y�Y�� |
Barcode�z�y�Y�� |
| HEAD CHECK(PRINT) OK |
HEAD CHECK(BARCODE) OK |
| HEAD CHECK(PRINT) NG |
HEAD CHECK(BARCODE) NG |
��DSW6
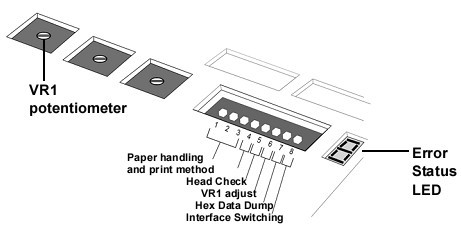
DSW6��OFF��VR1�{����ӡ����λ��ƫ�ƣ��������3.75mm��DSW6��ON��VR1�{����ӡ���
| DSW6 |
��ģʽ |
| off |
Pitch offset��VR1�{����ӡ����λ��ƫ�ƣ� |
| on |
Print Darkness��VR1�{����ӡ��ȣ� |
��DSW7
��DSW7��ON�r������ÿ�����յ��ַ���ӡݔ��ʮ���M�Ƶ�ֵ����DSW7��OFF�r������ݔ����
��DSW8
DSW8��OFF����ӡ�Cʹ����չ�ӿڣ�DSW8��ON����ӡ�Cʹ�ÃȲ��ӿڡ�
3.3 ����ģʽ
CT412i����10�N��ͬ�IJ���ģʽ��ͨ�^���o��DIP��λ�M�ρ팍�F���±����Ǹ��Nģʽ���_�C�r���F�ķ�����
| ģʽ |
ONLINE���o |
FEED���o |
��ӡ�^��B |
DSW�O�� |
����ģʽ |
| 1 |
|
|
|
|
��������ģʽ |
| 2 |
|
���� |
|
|
��ӡ�C�yԇģʽ |
| 3 |
���� |
���� |
|
|
Ĭ�J�O��ģʽ |
| 4 |
���� |
���� |
��ӡ�^���_ |
|
���S���ģʽ |
| 5 |
|
|
|
DSW7=ON |
ʮ���M��ģʽ |
| 6 |
|
|
|
DSW1=on��DSW2=off��DSW3=on |
�������dģʽ |
| 7 |
|
|
|
DSW1=off��DSW2=on��DSW3=on |
���w���dģʽ |
| 8 |
���� |
���� |
��ӡ�^���_ |
DSW7=ON |
��ӡ�^�z�yģʽ |
| 9 |
���� |
���� |
|
DSW1-8=ON |
boot���dģʽ |
| 10 |
|
|
|
DSW1=on��DSW2=on��DSW3=on |
�����и�ģʽ |
3.3.1 ��������ģʽ
����������ģʽ�¿����M�������IJ���
��ͨ�^��online�I�����ГQ��ӡ�C̎�ڡ��C�����C����B��
�ڴ�ӡ�C̎�ڡ����C����B�r����FEED�I��������һ���˺������˺����������_�r����
�۴�ӡ�C̎�ڡ����C����B�r����FEED�I����ӡ�C�]�й̶���С��������FEED���m���r���������_�r����ֹͣ���˺������������_�r����
����ӡ̎�ڡ����C����B��Ȼ��ͬ�r��סONLINE�I��FEED�I����ӡ�C�Ϳ��Խ�ֹ���Տ�Ӌ��C�l�^�������������FEED�I���Ի֏͵������C����B��LED�@ʾn��
����ӡ̎�ڡ����C����B��Ȼ��ͬ�r��סONLINE�I��FEED�I����ӡ�C�Ϳ��Խ�ֹ���Տ�Ӌ��C�l�^�����������ʹ��Ӌ��C�������Online�I����������feed�I����ӡ�C���ص������Cģʽ����LED�@ʾy��
���ڴ�ӡ���g������ONLINE�I����ӡ�C��ͣ��ӡ�΄գ��ٰ�ONLINE�I����ӡ�֏͡�
3.3.2 ��ӡ�C�yԇģʽ(FFED+POWER ON)
������@Щ��ӡ�C��ǰ����������ӡ������
Base reference point offset��Vertical��Horizontal����Pitch offset��Cut position offset��Dispensing offset��Tear off position offset��Label size��Pitch��width����Print darkness��Sensor type��Kanji character code��Paper end detection method��Zero slash��Proportional pitch��Buzzer��Initial feed��Interface settings��Dip switch input/output function��Protocol code setting value��Euro-code
3.3.2 Ĭ�J�O��ģʽ(ONLINE+FFED+POWER ON)
��ԓģʽ�£���ӡ�C��Ҫ�O�ñ�����鹤�SĬ�J�O�á���Ĭ�Jֵ��������ӡ�C����������O�^����ERROR�e�`ָʾ�����𣬵��O�ñ������ָʾ��Ϩ�硣
| ��ӡ�C���� |
Ĭ�J�O�� |
| Reference position������λ�ã� |
Vertical����ֱ����0dot��Horizontal��ˮƽ����0dot |
| Pitch offset����ӡ����λ��ƫ�ƣ� |
0dot |
| Cut position offset���е�λ��ƫ�ƣ� |
0dot |
| Dispensing position offset�����xλ��ƫ�ƣ� |
0dot |
| Tear off position offset��˺��λ��ƫ�ƣ� |
0dot |
| Label Size���߶ȣ����ȣ� |
�߶�=4800dot������=1248dot |
| Print speed����ӡ�ٶȣ� |
100mm/s |
| Print darkness����ӡ��ȣ� |
3B��TT����3A��DT�� |
| Sensor type����������ͣ� |
Gap���g���� |
| Kanji character code |
JIS |
| Paper end detection means�����z�y�ֶΣ� |
Roll type������ͣ� |
| Zero slash����б�ܣ� |
Enable��ʹ�ܣ� |
| Proportional pitch�������g�ࣩ |
Enable��ʹ�ܣ� |
| Buzzer�����Q���� |
Enable��ʹ�ܣ� |
| Initial feed���_�C���� |
disable��ʧЧ�� |
| Auto-feed���Ԅ����� |
disable��ʧЧ�� |
| Gap size���g������ |
36dots |
| Optional operation modes�����x����ģʽ�� |
Operation No.1������1�� |
| VR������ |
�x헣�ֹͣλƫ��=0����ӡ���=0 |
| Interface settings���ӿ��O�ã� |
IEEE1284��LAN/Wireless LAN��USB��Bluetooth |
3.3.3 ʮ���M��ģʽ(POWER ON with DSW7=ON)
3.3.4 ���S���ģʽ(Print head left open+ONLINE+FEED+POWER ON)
ͨ�^����DIP�_�P��DSW5��DSW6��DSW8�����O�ò�ͬ�����õ������
| DSW5 |
DSW6 |
DSW8 |
��ͬ���õ���� |
| OFF |
OFF |
- |
�]�Ѓ������ |
| OFF |
ON |
- |
�е�Ӌ������ |
| ON |
OFF |
- |
��ӡ�^Ӌ������ |
| ON |
ON |
- |
|
| ON |
ON |
OFF |
���Ѕ������㣨�е�����ӡ�^�����SӋ������ӡ�C�O�ã����m����CT412iDT��̖ |
| ON |
ON |
ON |
���Ѕ������㣨�е�����ӡ�^�����SӋ������ӡ�C�O�ã����m����CT412iTT��̖ |
���²����ǿ��ܵģ�
��ӡ�C̎���@����B�r���i�ϴ�ӡ�^���܉������ָӋ������
�������ͨ�^����ONLINE�I����ߴ磩��FEED�I��С�ߴ磩����ӡ�yԇ퓡�
��ÿ�ΰ���FEED�I���ԕ�ͣ��ӡ��֏ʹ�ӡ��
����˽Kֹ�yԇ��ӡ�����ԕ�ͣ��ӡ�����P�C��
3.3.5 �������dģʽ(DSW1=ON,DSW2=OFF,DSW3=ON+POWER ON)
ԓģʽ�´�ӡ�C���Խ������C�l�́��đ��ó���ӡ�C�Ĵ惦���С�
������ԓģʽ�¸���Bָʾ����r��
| ���ܠ�B |
ONLINEָʾ�� |
ERRORָʾ�� |
���Q�� |
LED�@ʾ |
| ���dģʽ���g |
ON |
OFF |
1 |
1 |
| �ȴ����ܔ��� |
ON |
OFF |
- |
1 |
| �����������g���_ʼ�������ͣ� |
ON |
OFF |
1 |
2 |
| ������ |
ON |
OFF |
- |
3 |
| Flash ROM��� |
ON |
OFF |
- |
4 |
| ����Flash ROM |
ON |
OFF |
- |
5 |
| ���d�ꮅ |
ON |
OFF |
3�L� |
1 |
| ���d�e�` |
�W�q |
�W�q |
1�L� |
F |
������˳��������dģʽ��Ո�_����ӡ�C̎�ڽ��ܔ�����B�����]�Ј����κΔ�����ݔ��
�����d�ꮅ�������Ӵ�ӡ�C��������һ�����S�yԇ��ӡ������
3.3.6 ���w���dģʽ(DSW1=OFF,DSW2=ON,DSW3=ON+POWER ON)
ԓģʽ�´�ӡ�C���O�ÿ��ԏ����C���d���w��
������ԓģʽ�¸���Bָʾ����r��
| ���ܠ�B |
ONLINEָʾ�� |
ERRORָʾ�� |
���Q�� |
LED�@ʾ |
| ���dģʽ���g |
ON |
OFF |
1 |
1 |
| �ȴ����ܔ��� |
ON |
OFF |
- |
1 |
| �����������g���_ʼ�������ͣ� |
ON |
OFF |
1 |
2 |
| �������w���� |
ON |
OFF |
- |
3 |
| �������w��Ϣ |
ON |
OFF |
- |
4 |
| ���d�ꮅ |
ON |
OFF |
1 |
5 |
| ���d�e�` |
ON |
ON |
3 |
F |
������˳��������dģʽ��Ո�_����ӡ�C̎�ڽ��ܔ�����B�����]�Ј����κΔ�����ݔ��
3.3.7 Boot���dģʽ
����ʹ��ԓģʽ��
3.3.8 �����и�ģʽ(dsw1-3=ON)
3.3.9 ��ӡ�^�z�yģʽ(DSW5��DSW7)
3.4 �{��������ӡλ��
�����ͨ�^�{���λ��VR4���{���˺��ą�����ӡλ��ƫ�ơ��{��������+/-3.75mm
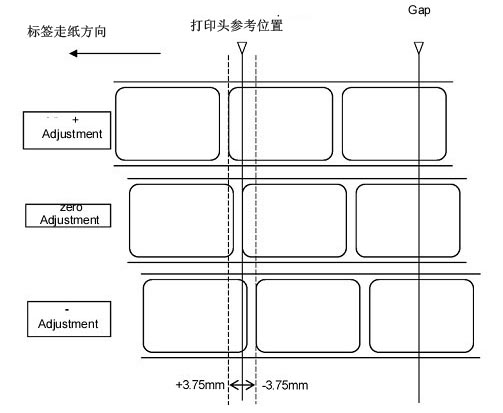
3.5 �{��ֹͣλ�ã��е�ģʽ�����xģʽ��˺��ģʽ��
�����ͨ�^�{���λ��VR1��DSW6=OFF�����{���˺���ֹͣλ�á��{��������+/-3.75mm

3.6 ��ӡ����λ���{��
�����ͨ�^�{���λ��VR1��DSW6=ON�����B�m�{����ӡ��ȡ�
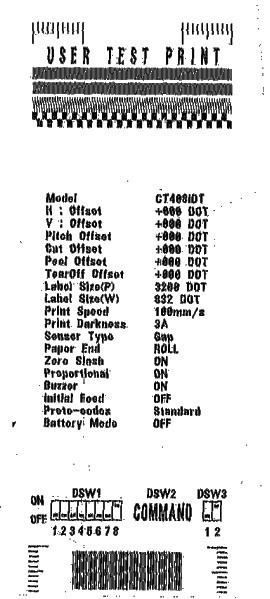
3.7 ��ӡ�yԇ�˺�
��ͨ�^��ӡ�yԇ퓿��Դ�ӡ����ǰ��ӡ�C�O�á�
�ڰ�סFEED�I�_�C��
�ۮ���ӡ�C푕r�����_���I��
��ͨ�^��ONLINE�I����ӡ��˺���4Ӣ�猒������FEED�I����ӡС�˺���2Ӣ�猒����
�ݴ�ӡ�C���B�m��ӡ�yԇ�˺���ֱ��FEED�I�����¡����FEED�I���ٴΰ��£����֏��^�m��ӡ��
�ޞ����˳��yԇ��ӡģʽ���P�C���ɡ�
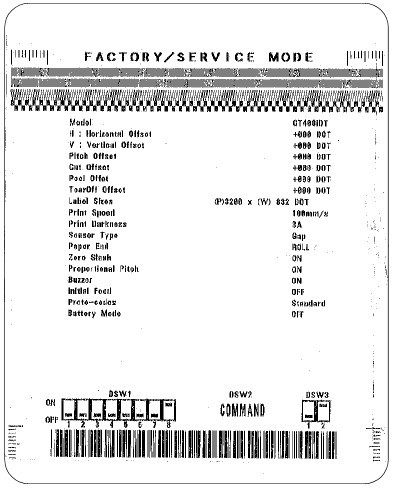
3.7 ��ӡFACTORY/SERVICE�yԇ�˺�
��̧���ӡ�^��
�ڰ�סLINE�I��FEED�I�_�C��
�ۮ���ӡ�C푕r�����_�ɂ����I����ӡ�C���3����ζ����ӡ�C�M��Factroy/service�yԇģʽ��
�ܺ��ϴ�ӡ�^
��ͨ�^��ONLINE�I����ӡ��˺���4Ӣ�猒������FEED�I����ӡС�˺���2Ӣ�猒����
��ӡ�C���B�m��ӡ�yԇ�˺���ֱ��FEED�I�����¡����FEED�I���ٴΰ��£����֏��^�m��ӡ�������˳��yԇ��ӡģʽ���P�C���ɡ�
4��SATO CT412i�l�a��ӡ�C�����ų�
4.1 �����ų���
| LED�@ʾ |
ERROR�e�`ָʾ�� |
���Q�� |
�e�`�l�� |
��Q���� |
| 0 |
ON |
1 |
Flash Memory�e�` |
��ԃ���Ô��a |
| 1 |
|
|
Not Assigned���o���x�� |
|
| 2 |
ON |
1 |
�C���e�` |
��ԃ���Ô��a |
| 3 |
ON |
1 |
EEPROM�e�` |
����EEPROM |
| 4 |
ON |
1 |
��ӡ�^�e�` |
���ô�ӡ�^ |
| 5 |
�W�q |
3 |
��ӡ�^�]�к��� |
�_�J��ӡ�^���i�ϣ��������w���_�P�] |
| 6 |
�W�q |
3 |
�]�Йz�y���˺� |
�٘˺������a��˺����ژ˺�Ҫ�Ă��������洩�^ |
| 7 |
�W�q |
3 |
�������e�` |
�{��������늉� |
| 8 |
�W�q |
3 |
��e�` |
���_�B���е� |
| 8. |
ON |
|
�����e�` |
���°l�͔�������ӡ�C�� |
| 9 |
ON |
3 |
̼������ |
�z�y̼�����b�Ƿ����_����̼���Ƿ����ꣿ |
| A |
ON |
1 |
���վ��_��� |
���؆���ӡ�CȻ����ԇ�����x�����_��ͨӍ�����O�� |
| b |
ON |
1 |
��e�` |
�z����żУ��O�� |
| c |
ON |
1 |
�������e�` |
�z�锵��λ���O�� |
| d |
ON |
1 |
����e�` |
�z������O�� |
| E |
ON |
1 |
LAN�B�ӳ��r |
�z��ӿڿ����B�� |
| F |
|
3 |
���w/�D�����e�` |
���z�锵���� |
| H |
|
3 |
Kanji�ַ�ROM���e�` |
ϵ���Ô��a |
| L |
�W�q |
|
늳������ |
�z��늳���� |
| L |
ON |
�L� |
������R�� |
���¸��Q늳� |
5��SATO CT412i�l�a��ӡ�C�S�o
5.1 �坍��ӡ�^
�ٴ_����ӡ�C̎���P�C��B�����ε��Դ��
��̧�����w���ҵ���ӡ�^��
��ʹ��������ȡ�ƾ���
�Ĵ�ӡ�^һ��현ݲ�����һ�ȡ�
�ݙz�����ϵ�����������
���؏͎״Σ�ֱ�������ٟo���
�ߴ�ӡ�^����һ��˺����Q�r���坍һ�Ρ�

5.2 �坍��ӡ݁�S�͘˺��LͲ


5.3 ���¸��Q��ӡ�^
�ٴ_����ӡ�C�P�C�����Ƴ��Դ����
��̧�����w��
���ҵ���ӡ�^�����һ��С���o�����t���^��ʾ�������°�ס����ͬ�r�Ѵ�ӡ�^��������Ȼ��Ѵ�ӡ�^�������p�p�γ���
��С�ĵذ��´�ӡ�^�B�ӵ���ӡ�^�������ϡ�
��Ȼ��Ѵ�ӡ�^���뵽��ӡ�C����i����
5.4 �坍�˺�������

�˺�
�l�a�˺�
̼��
|
