| ���} |
�������� |
��Q���� |
| �Դָʾ������ |
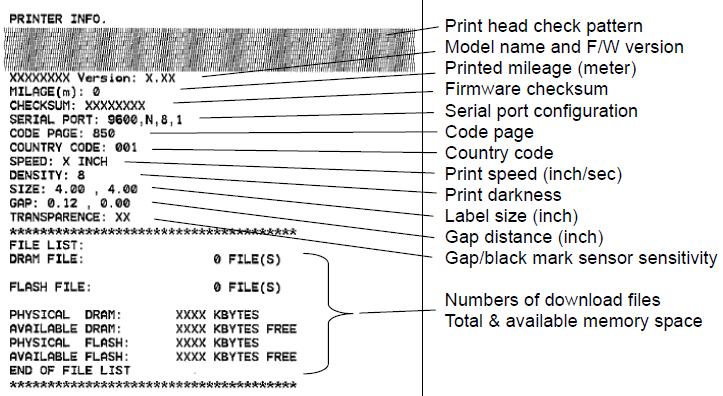
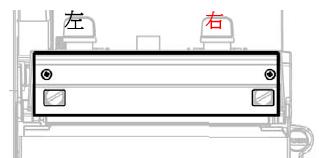
�����֮�������^���Դ�������IJ��^�c��ӡ�C֮������δ���_�B�ӣ���ӡ�C�Դ�_�P�]�_�� |
�z���Դ���^���_�J�����֮�������Դ�������IJ��^�Ƿ��c��ӡ�C���_�B�ӣ��_���Դ�_�P |
 |
��ӡ�^����δ�P�] |
Ո�P�]��ӡ�^���� |
 |
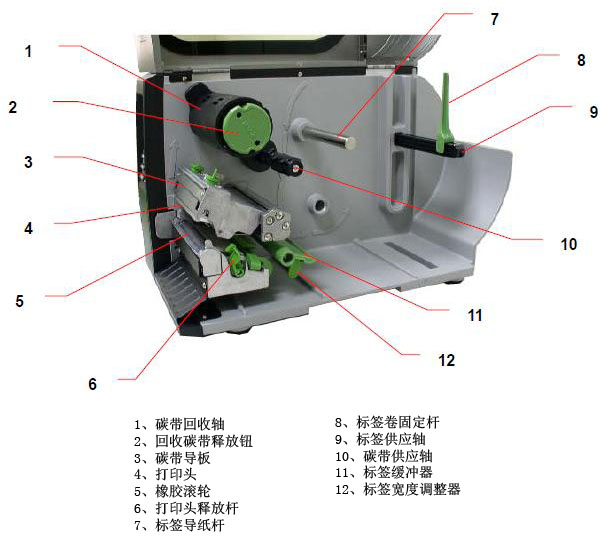
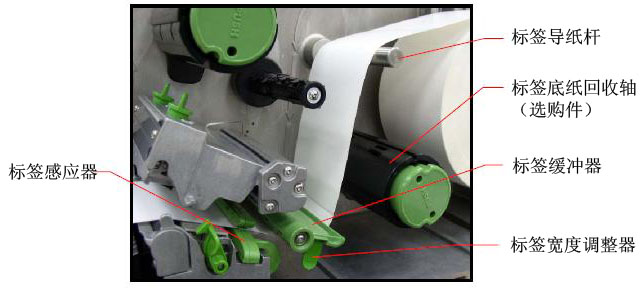
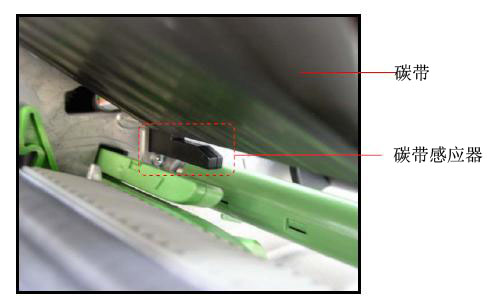
̼���ñM |
���b��̼�� |
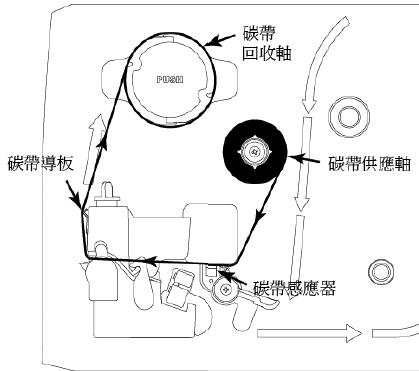
| ̼�����b·�������_ |
Ո����̼�����b�ĸ�헲��E�����M�밲�b |
 |
�˺����ñM |
���b�˺��� |
| �˺����b·�������_ |
Ո�����˺����b�ĸ�헲��E�����M�а��b |
| �g϶/�ژ˸Б����ɜy�����_ |
����У���˺��Б��� |
 |
�g϶/�ژ˸Б����ɜy�����_ |
����У���˺��Б��� |
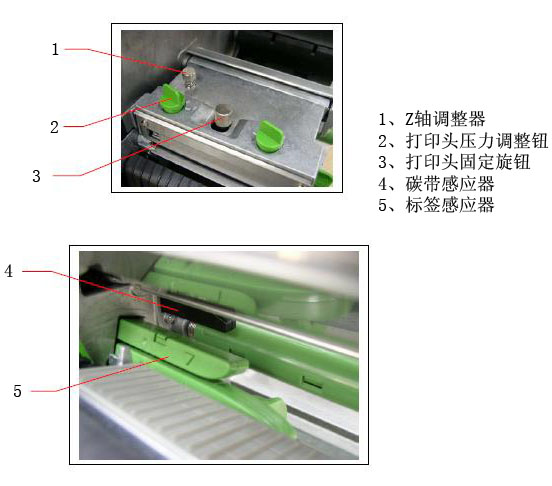
| �˺����ߴ��O�������_ |
�O�����_�Ę˺��ߴ� |
| �����И˺������ڴ�ӡ�C�C���Ȳ� |
�坍�C���Ȳ� |
 |
������������ |
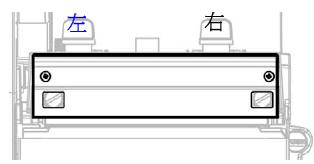
�����b�O����ģ�K�£��������������@ʾ��Ո�Ƴ��ф����Ę˺�����Ո�_�J����ģ�M�Ѱ��b����Ո�_�J����ģ�K���B���^�B�����_ |
 |
�ٲõ���ס���ڛ]�b�O�õ�ģ�M���۲õ�PCB�p�� |
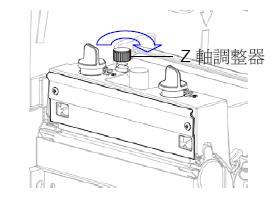
�������b�O�õ�ģ�M����r�³��F�������Σ��ɰ�up��down���Iȥ���D�{���õ��֏͵�����λ�ã����Ƴ��˺�������Ո�_�J�˺�������Ƿ���Ϙ˜ʣ�200g/�O�ԃȣ��˜��Ͳõ�����300g/�O�ԃȣ����I�Ͳõ������ܸ��Q�õ�PCB |
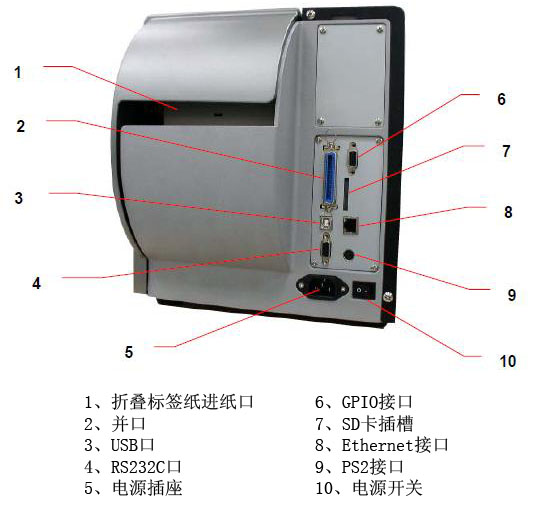
| �o����ӡ |
* �鿴��ݔ���Ƿ����B��������ӡ�C�Ľӿ�
* ���ھ��ȵ�pin �_��1 ��1����ʽ |
* �����B�ӂ�ݔ��
* �����ʹ�ô��ڽӿ�
- Ո�_�J��ӡ�C�еĂ�ݔ�����O��ֵ��9600,n,8,1
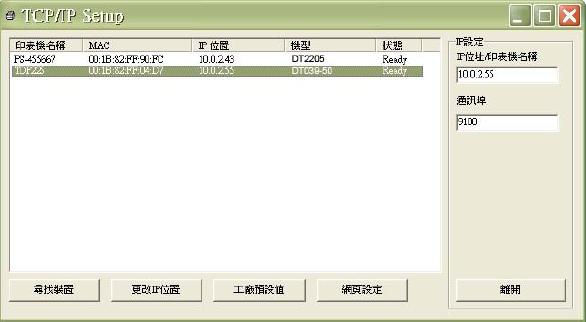
* �����ʹ����̫�W�B��(Ethernet)
- Ո�_�JEthernet RJ-45 �G/�ٟ�����
- Ո�_�J�ٽ���Ethernet RJ-45��ݔ����ݔ�Y�ϕr���ٟ��W�q
- Ո�_�J��ʹ��DHCPģʽ�´�ӡ�C��ȡ��IP��ַ
- Ո�_�J��ʹ�ù̶�IP�rIP��ַ�O�������_��
- Ո�ȴ�������ӡ�C�c�ŷ���ȡ��ϵ��֮���ٴ_�Jһ��IP��ַ
* ���Q�µĂ�ݔ��
* ʹ�õ�̼�����˺���ƥ��
* �_�J̼����ī���Ƿ��b���_
* ���°��b̼��
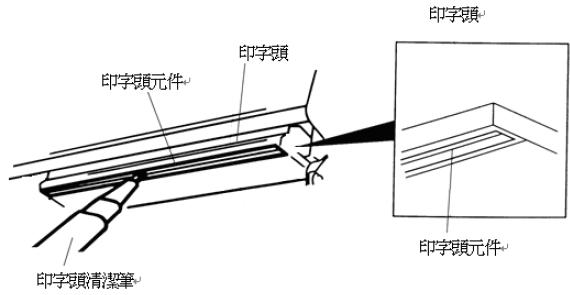
* �坍��ӡ�^
* ��ӡ�C��ӡ����O�������_
* ��ӡ�^���B�Ӿ��B�Ӳ�����Ո�P�]��ӡ�C�Դ��
�����B��һ�δ�ӡ�^�B�Ӿ�
* Ո�_�J���M�R�_���B�Ӿ��Ƿ��B�����_
* Ո�_�J��ӡ�����е�PRINTָ���ڙn����������CRLF��ÿһ��ָ������ |
| ӛ���w���g�ѝM��FLASH/DRAM�� |
* FLASH/DRAMӛ���w���g�ѝM |
* ���FLASH / DRAM �Ȳ�����Ҫ�ęn��
* TTP-2410M DRAM���ɴ��256���n��
* ʹ������DRAM �пɴ�����������TTP-2410M��2048 KB
* FLASH���ɴ��256���n��
* ʹ������FLASH�пɴ�����������TTP-2410M��6656KB |
| SDӛ�����o��ʹ�� |
* SD ӛ�����p��
* SD ӛ�������벻���_
* ʹ�õ�δ����C�������������a��SD�� |
* Ոʹ��������֧�ֵ�SDӛ����
* Ո���²��밲�b��SDӛ����
* Ոʹ�ý��^��C��SDӛ���� |
| PS/2���ڟo��ʹ�� |
* �]�Ȍ���ӡ�C�Դ�P�]��ֱ���B��PS/2�����I�P
* PS/2 �����I�P�ѓp��
* PS/2 �����I�P�B�Ӿ��]���
* �o.BAS �n���ڴ�ӡ�C�� |
* �Ȍ���ӡ�C�Դ�P�]���B��PS/2�����I�P
* �����B��PS/2�����I�P���B�Ӿ�
* Ո�_�J�I�P�Ƿ��ʹ�õ�
* Ո�_�J��ӡ�C�����d��.BAS�n�� |
| ��ӡƷ�|���� |
* ̼�����˺������b�����_
* ��ӡ�^���л҉m����z���ѷe
* ��ӡ����O������
* ��ӡ�^�p��
* ʹ�õ�̼�����˺���ƥ��
* ��ӡ�^�����O����ǡ�� |
* ���Q�IJ�
* �坍��ӡ�^
* �坍���z�L݆
* �{����ӡ�C��ӡ��Ⱥʹ�ӡ�ٶ�
* ��ӡ���Ԝy퓣��鿴�Д��Ƿ���ӡ�^�p�ģ�����Ǵ�ӡ�^�p�ģ�Ո���Q��ӡ�^
* ���Q�m�ϵ�̼�����m�ϵĘ˺���
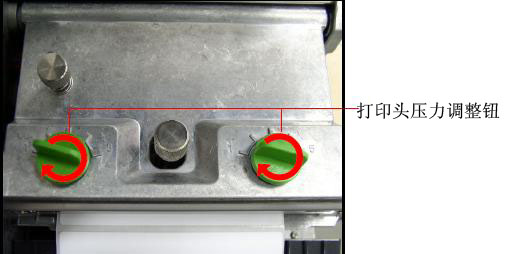
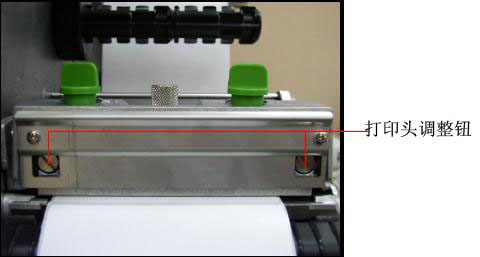
* �{����ӡ�^�����{���o
- �����ӡ���Ę˺������̫����Ո�{�������ȵĉ����{���o�Ĕ�ֵ������䔵ֵ�ѽ���5������ȵ�ӡ����߀��̫����Ո�������{���o�Ĕ�ֵ�{��1��Ȼ���{��Z�S�{�����ҳ���ѵĉ����O����
- �����ӡ���Ę˺����҂�̫����Ո�{������҂ȵĉ����{���o�Ĕ�ֵ��������ӡƷ�|��
* ����˺��ĺ�ȳ��^0.22mm���ܕ���ɴ�ӡƷ�|����ã�Ո�����Ӵ�ӡ�^������������rᘷ����D�Ӵ�ӡ�^�{���o���{�ӟᾀλ�ã�Ȼ���ٴ�ӡ�����ʹ��{������ֱ����ӡ����������ֹ��
* �_�J��ӡ�^��������ȫ�P�] |
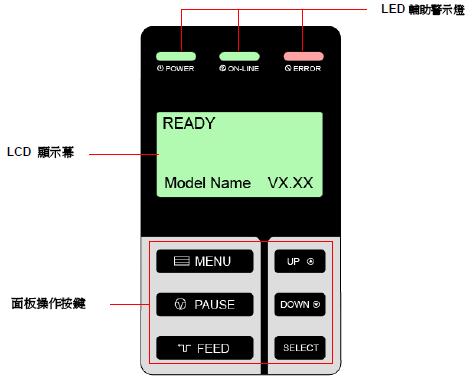
| LCD����ǰ����Ұ��I�o���� |
���C���LCD���֮�g���B�Ӿ�������Ó |
Ո�_�J���C���LCD���֮�g���B�Ӿ����ι��B����ȫ�� |
| LCD����ǰ��ĵ�LED�������� |
��ӡ�C��ʼ�����ɹ� |
�����_�P��ӡ�C�Դ����ʼ����ӡ�C |
| LCD����ǰ��ģ�LED�������ģ��Ҙ˺�һֱ������� |
LCD�����B�Ӿ�������Ó��巴 |
Ո�_�J�B�Ӿ��Ƿ��B�����_����ȫ |
| ̼����ס�Б����o���� |
�B�m���^��Ó |
Ո�_�J�B�Ӿ����ι��B�Ӱ�ȫ�� |
| ̼���Y���Б����o���� |
�B�m���^��Ó���Б������҉m���w |
Ո�_�J�B�m�����ι��B����ȫ�ģ�ʹ�Ú�ˢ����Б����ϵĻ҉m |
| �����Б����o���� |
�����Б����]λ�����_��λ�ã��B�Ӿ��^��Ó |
Ո�_�J�˺����н��^�����Б�����Ո�_�J�B�Ӿ����ι��B����ȫ�� |
| �õ��o���� |
�B�Ӿ���Ó |
Ո�_�J�B�Ӿ����ι��B����ȫ�� |
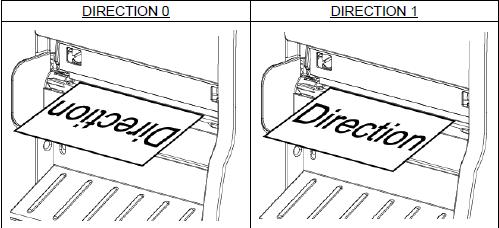
| ����ӡ�C��ӡ�����r����������б�� |
�˺������{�����]�{��ʹ���m�ژ˺����� |
*����˺��������҂�ƫ�ƣ�Ո�����{���˺������{������*����˺����������ƫ�ƣ�Ո�����{���˺������{���� |
| ����ӡ�r�l����������r |
*�˺��ߴ��O����������ȫ��*���Q�˺��]����У���Б�����*�˺��Б������҉m���w��ɂɜy�����_ |
*Ո�_�J�˺��ߴ��O�������_�ģ�*Ո����У���˺��Б�����*ʹ�Ú�ˢ����Б����ϵĻ҉m |
| ��ӡС�˺��r��ӡλ�ò����_ |
�˺��Б����O�������_ |
����У���˺��Б��� |
| �˺��ߴ��O�������_ |
�O�����_�Ę˺��ߴ缰�˺��g϶�ߴ� |
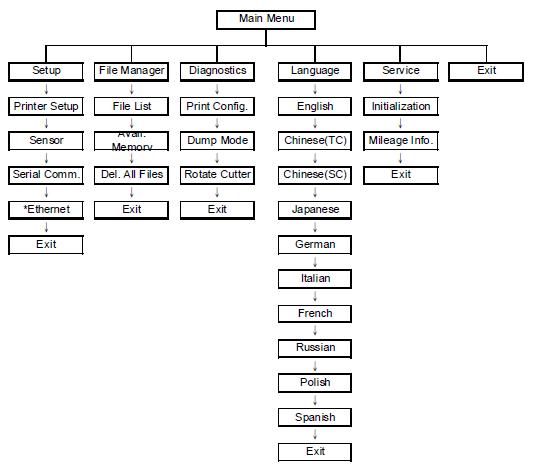
| LCD�Ƚ������е�Shift Y��Y�S��ӡ���������O�������_ |
Ո�M�롾MENU������SELECT����3 ����DOWN����6 ����SELECT�����O�����_��Shift Y���� |
| �ڴ�ӡ�C���еĘ˺���ʽ��Ĵ�ֱλ�ã�Vertical offset���O�������_ |
�����ʹ��Bartenderܛ�w��Ո�ڴ�ӡ�C�����O����ֱλ�ƣ�vertical offset�� |
| ��߅ӡ��λ�ò����_ |
�˺��ߴ��O���e�` |
�O�����_�Ę˺��ߴ� |
| LCD�Ƚ������е�Shift X��X�S��ӡ���������O�������_ |
Ո�M�롾MENU������SELECT����3 ����DOWN����5 ����SELECT�����O�����_��Shift X���� |
| ���҃�߅����ӡ�����zʧ |
�˺��ߴ��O�������_ |
�O�����_�Ę˺��ߴ� |
| �������Ӵ�ӡ�C��RTC�r�g�����_ |
늳؛]� |
Ո�_�J���C���ϵ�늳� |
| ������ݔС��o���� |
С�尲�b�����_ |
Ո�_�JС���Ƿ����_�IJ������C�� |
| Power��Error LED�������W�q |
�Դ�_�P�_��/�P�]�^�� |
�P�]��ӡ�C�Դ���ȵ�3��LED����Ϩ����������_���Դ |
| �ް����} |
*��ӡ�^����������*̼�����b�����_��*�˺������b�����_��*��ӡ��Ȳ����_��*�˺����M�������_ |
*��ӡ�^�����������{����*Ո�O���m�ϵĘ˺���ӡ��ȣ�*Ո�{���˺������{����ʹ���m�ژ˺����� |
| ��ɫ�˺������F��ɫ���l |
��ӡ�^�����E�� |
�坍��ӡ�^ |
| ���z�L݆���K�� |
�坍���z�L݆ |
| ��ӡ������ |
��ӡ�C��Hex Dump modeģʽ�� |
����ӡ�C�����_�P�C������dump modeģʽ |
| �����O�������_ |
�����O��RS-232 |




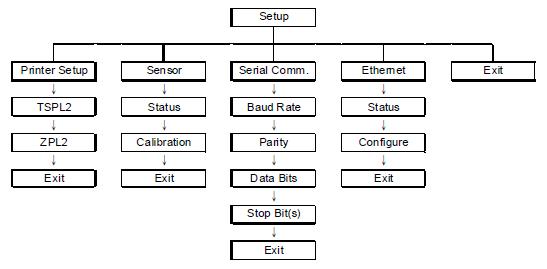
 ��DOWN�I�������Ƅ��Θ�λ�ã���UP�I���O����0������9���Ĕ�ֵ����dot/mm/inch���Ć�λ������SELECT�I�������У���Ę˺������߶ȵ��O����
��DOWN�I�������Ƅ��Θ�λ�ã���UP�I���O����0������9���Ĕ�ֵ����dot/mm/inch���Ć�λ������SELECT�I�������У���Ę˺������߶ȵ��O���� ��DOWN�I�������Ƅ��Θ�λ�ã���UP�I���O����0������9���Ĕ�ֵ����dot/mm/inch���Ć�λ���O���˺����g϶�ijߴ硣
��DOWN�I�������Ƅ��Θ�λ�ã���UP�I���O����0������9���Ĕ�ֵ����dot/mm/inch���Ć�λ���O���˺����g϶�ijߴ硣 �_����ӡ�^���ܣ��Ƴ�1-2���˺�����ʣ�µĵ����ڌ��˺��Б����·�������SELECT�I�O�����ġ�Ref.Level��ֵ��
�_����ӡ�^���ܣ��Ƴ�1-2���˺�����ʣ�µĵ����ڌ��˺��Б����·�������SELECT�I�O�����ġ�Ref.Level��ֵ�� ֮���˺������Bͬ�������ڌ��˺��Б����·�������SELECT�I�O���䡰Ref.Level��ֵ��
֮���˺������Bͬ�������ڌ��˺��Б����·�������SELECT�I�O���䡰Ref.Level��ֵ�� ��LCD�@ʾComplete����ʾ�Б�����У����ɡ��˕r����SELECT�ILCD�@ʾ��Ļ���ص���һ���x�Ρ�
��LCD�@ʾComplete����ʾ�Б�����У����ɡ��˕r����SELECT�ILCD�@ʾ��Ļ���ص���һ���x�Ρ� ��DOWN�I�������Ƅ��Θ�λ�ã���UP�I���O����0������9���Ĕ�ֵ����dot/mm/inch���Ć�λ���O���˺����g϶�ijߴ硣
��DOWN�I�������Ƅ��Θ�λ�ã���UP�I���O����0������9���Ĕ�ֵ����dot/mm/inch���Ć�λ���O���˺����g϶�ijߴ硣 �_����ӡ�^���ܣ����˺����кژ˵ĵط����ڸБ����·�������SELECT�I�O���ژ˵ġ�Ref.Level��ֵ��
�_����ӡ�^���ܣ����˺����кژ˵ĵط����ڸБ����·�������SELECT�I�O���ژ˵ġ�Ref.Level��ֵ�� ֮���˺��]�кژ˵ĵط����ڸБ����·�������SELECT�I�O���ژ˵ġ�Ref.Level��ֵ��
֮���˺��]�кژ˵ĵط����ڸБ����·�������SELECT�I�O���ژ˵ġ�Ref.Level��ֵ�� ��LCD�@ʾComplete����ʾ�Б�����У����ɡ��˕r����SELECT�ILCD�@ʾ�����ص���һ���x�Ρ�
��LCD�@ʾComplete����ʾ�Б�����У����ɡ��˕r����SELECT�ILCD�@ʾ�����ص���һ���x�Ρ� ֮��ӡ�C���M2-3���˺��M�иБ���У����������У����ɺ�LCD�@ʾ�����ص���һ���x�Ρ�
֮��ӡ�C���M2-3���˺��M�иБ���У����������У����ɺ�LCD�@ʾ�����ص���һ���x�Ρ�